
һ��ʵѵĿ��
��1�����������첽�綯����Ȧ�����ƹ��̡�
��2����Ϥ��Ȧ��·�����ǵ�ʹ�ò�����
��3����Ϥ��ȦȦ�������ǵ�ʹ�ò�����
��4����Ϥ��Ȧͷβȥ��Ƥ�ķ����ͼ�����ƺ���Ȧ��Ŀ�ġ�
����ʵѵ����
ǧ�ֳߡ��߹桢���ߵ�����������������ģ�����ñ�����Ȧ�����ǡ�
����ע������
��1��������Ȧʱ������������ɾ���ɴ���ף�����Ū��Ū������ߡ��мɶ��ַ��ߣ���Ϊ���������պ�������Щ����Ҳ��Ӱ����Ȧ�ľ�Ե��
��2������������ʱ����Ҫת��̫�졣̫��������������������в��룬�������߽��������ͨ��������ʱ���ٶ�Ϊ 150��200r/min Ϊ�ˡ�
��3������ʱҪ���������ȣ��������ý��л������ַ��ߡ����ߣ����������߹�������ɡ�Ҫ����������ģ�����������롢���ܣ������н�������
��4��������Ȧʱ����ʹ�����������룬���⽻�档��Ϊ���浼������������о���е������ʹǶ�����ѣ�������������Ѽ��·��
��5����Ȧ����������Ϸ����Ҫ���ɹ��࣬��Ϊ���˲����˷�ͭ�ߣ����һ�������ʹ�������ɲ��£���ʹ©���������������͡�
��6��������������������ȣ�������һ��ȣ����������������ƽ�⣬Ҳ��ʹ����綯�����ܱ仵��
��7�����ߵ��߾�����������Ҫ���ˣ�Ƕ�����ѣ�ͬʱҲ�˷��߲ģ�ϸ�ˣ������������ϡ���ϸ�����һ���������綯�������ֱ�����裬ֱ��Ӱ������綯�����������ܡ�
��8������ʱ���뾡���������ߵľ�Ե�㣬��������˿�������𣬷���ͻ������Ȧ���Ѽ��·���ϡ�
��9�����ߵĽ�ͷ�����ˣ���ÿ����Ȧ�в��ó���һ����ÿ�������У����ó�����������ÿ̨����綯���У����ó����Ĵ�����ͷ��������Ȧ�˲�������������ͷ������о���ڡ�
��10�����һ����Ȧ�Dz��Ƚھ�ʱ��Ӧ����С�ھ���Ȧ��Ϊ�� 1 ֻ��Ȼ��˳���������ߡ�
��11��Ϊ�˱��ڶ��߲��ƣ�ת������ʵ���Щ����������Ȧʱ�����ý��аѵ��н����Ա�ѵ�����ֱ������������Ӧ���н���ʯ����ëձ���������еļн��̶ȡ�
�ġ�ʵѵ����
1������綯��������Ȧ���Ƶ�Ҫ�����
��Ȧ������һ���������Ͻ��С���Ȧ���Ƶ���ʽ�����֣�һ����һ����Ȧ���ӣ�������ģ�����������ڴ��ģ���죬Ҳ���ڵ�����ʽ�綯����������һ����Ŀǰ�綯�������������ձ���õļ��������ơ�
1������ǰ����
��1����������ߡ���������綯��ԭ�õ���ߵ��ͺš��߾��������������Ƶ���Ȧ��ѡ�õĵ��ߣ�ȡ���߲ģ�����ƺš��߾��Ͳ��Ƹ�����Ӧ��ȷ������װ�Ϸ��ܡ�
��2���������е����Ȧͨ��������������������ģ�����Ƶġ�����ʽ������Ȧ֮
ǰ���������������ļ���װ���Ƿ�����ȷ������ͬʱҲҪȷ���Լ�ѡ����ʾ���� X 1
���� X 10 ����¼�����������Ƿ����ɿ����ӵ��Ƿ����ã���ȫ�Ƿ��б��ϣ��б�Ҫ��
�������Խ������ơ�
��3��������Ƕ��
�� �ӷ��ܳ�����ߣ�ƽ�����У�����ʱ����������ëձѹ�߰徭ģ�а������߲ۣ�
Ԥ��һ�����ӳ��Ⱥ��ƹ̶�������ᣨ���׳Ƶ�“���ֹ���”���ϣ�����������ģ���ߣ�
�뽫�������ȷ�������ģ�����߲��ڣ��ٰ��������ͷ�̶�������ת���ϡ�
�� ҡ������������һ����Ȧ�����ѣ���Ҫ��������Ƕ�����˲��Ƿ��������̣�
Ƕ���Ƿ����ѡ������������̣�Ӧ������ģ�ijߴ�����С���ʲſ���ʽ������Ȧ��
2����Ȧ���Ʋ�������
1�����涨�Ĺ����һ�����Ƶĸ��������������Ƹ������ƾ�Ե�ܣ���������
���ߡ�
��2������������������Ϳɰ��˷������Ƶ�һ����Ȧ��������ʼ�˰��涨������
���ij���Ƕ������ģ�������߲��ڲ�ʹ֮�̶��������ڲ������������������룬�����н���
���������涨������Ϊֹ��
��3�����������ߣ��Ƴ�������һ����Ե�ܣ����涨���������߳��Ȳ����Թ̶���
��4���������ߣ���������������ģ���߲��ڣ�������������
��5�����涨��������ĩ������ͷ�������ϵ��ߡ�
6����������ģ��ȡ����Ȧ������Ȧ����ط��úá�
��7�����˲�������������Ȧ��
���˵����
��1�����ƴ�������������ƣ���Ҫ�ѵ����ϣ�ֻ�ǰѵ���ͨ������Ĺ��߲ۣ��ڵڶ���ģ��������һȦ���ѣ���Ȼ���ٷ����ߣ������������������Ƶ����ѣ�����Ȧ���ã��ٹ�ģ���������ơ���Ȧ�����涨������֮������β�߽��߳��ȣ�Ϊ��������“���߶�”������Ȧĩ�������������Ǻţ���������β�ߡ�
��2�����������Ȧ����ʱ�����߲�������Ե�ܣ�ÿ�����Ȧ����ʱ��������֮�䣬
�е����м������ţ�Ҳ�е��������������ڲ�ͨ���������ܡ�
��3����Ƕ������ģ�а����߲��ڵİ�����������Ȧ��
2����Ȧͷβȥ��Ƥ�ķ���
���ƺõ���Ȧ����Ȧ���ͷβ�ˣ�����ȥ����Ƥ��ȥ����Ե�㣬�������ӺͲ��ԡ���ȥ
��Ƥ�ij������߾���С����ͷ�ij��̶�����������Ƥ�ķ��������¼��֣�
1���ߵ�����Ƥ
������ϸ���һ��ϱ����ܽ�ʵ����Ƥ��Ϊ��ȥ�������ɲ��û��գ������ջ�ʹͭ����
������Ӱ�쵼�ߵĻ�еǿ�ȣ��ڵ綯��������һ�㲻���á� �ϼķ������ù��ߵ����Ρ����ߵ����ο���ָ�������߲���������������ס����ߣ����ֳֹ��ߵ����õ���“ҧ”ס��ͷ�Ķ����ȣ�˳������һ������Ƥ�����������Ȼ����“ҧ”ס��ͷ����һ���Σ�ֱ����ͷȫ������ͭ�ı�ɫΪֹ�� ���û�й��ߵ���Ҳ���öϾ��������ߡ����þ����ĶϿ�����ȥ��Ƥ������û�й��ߵ����㣬��ֻҪϸ�ģ�Ҳ�ܽ���Ƥ�ξ��κá�
2����ѧ����
���û�ѧ���ᣬ�������������£�
���ᣨ�������ᣬ��ҵ�ã�Ũ��Ϊ 88%�� 6g
�㽶ˮ 1g
��������ֹҺ�������� ����
������ҩƷ���������䱸�������������մ���������ȵ� 85�桫90�棬ʹ�ܻ��˵�
��������Һ������� 100mm �� �Ѵ�ȥ��Ƥ����ͷ��β����������Һ�У������ȥƤ�ij��̾���������Լ�� 3 ���ӣ�������ͭ�߷��롣ȡ����ͷ���ò���������Һ����Ƥ���ɡ� ������Һ���к�ǿ�ĸ�ʴ�ԣ����нϴ���ݼ�ζ�������У�������ÿ��֡��۾��������ͱ���Ʒ���������ֺ�Ƥ��ֱ�Ӵ���ȥ����Һ���������ˡ���һ������ȥ����Һ����Ƥ���ϣ�����������ˮ��ϴ���˷������ʺ�ѧ��ʵѵʹ�ã�����ֻ����Ϊ�պ���ģʹ�õ�һ�����ܡ�
3���綯����ȥ�� ��������ߵ綯����ȥ�ᣬ����ʮ�ַ��㣺����ȥ��Ƥ����ͷ����綯������“��”�У�������ͷ����Ƥ������ȥ����
3����Ȧ�ļ��
���ƺõ���Ȧ������м�飬���ܽ�����������Ƕ����о��֮ǰ���Խ�����Ӷ�������
������Ҳ������˹���Ч�ʡ������鷽�����£�
1���ۿ�
�ֳ���Ȧ�����ߺõĵط���ϸ�۲�������Ƥ���Ѵ������л��ɣ����÷Ŵ۲졣����
���Ƶ���Ȧ������������Ȧ�˲���������ë��պ��Ե�����Ϳ���������ƴ�����Ч�ߣ�ֱ�ߣ�
�ϣ������Ȧ����ʹ�á�
2������
�������߾���ϸ�������϶��Ҳ��������۹۲����Ȧ�������������ñ��ĵ��赵���۲�
���Ƿ��۶ϡ�������������Ȧ�Ƚϣ�����Ƿ��·����������ˮ�����Ȧ�Ƿ�����Ƥ������
������ʢ��ˮ������Ȧ������ˮ�У���ͷ��ˮ�⣨ע����ͷ��ҪŪʪ����ʹ�����ñ��ĸ�
�赵����ʽ���Ȧ¶��ˮ�����ͷ���ڱʷ���ˮ�С���Ȧ����ʱ��������ֵ�� 500KΩ��∞��
����Ƥ����ʱ�����ڵ�����ˮ��ͨ��������ֵ�ڼ� KΩ�������ͣ��Һڱ�������Ȧ��Ƥ����
��Խ��������ԽС���˷�����һ����Σ���ԣ�������ѧ��ʵѵʱʹ�á�
3������Ȧ��·�����ǩ���ȦȦ�������Ǽ��
�������������綯������Ȧ���ȿ���ȷ�����������ܼ����Ȧ��������������Ѽ�
��·��������ȷ�ز����ȦȦ������˾ʵѵ�豸�䱸��Ȧ��·�����Ǽ���ȦȦ�������ǣ�
ʹѧ����ʵѵ�����У�ͬʱ�������豸��ʹ�ã����ܼ���ѧ�������ʵѵ�γ̡�
4������綯����Ȧ�������ļ��
������綯����Ȧ���Ƽ����Ϻ���Ҫѧ���¼��Ȧ����ʱ�����ݣ���Ҫ��������
��ʵѵ��ҵ�ֳ�������ʦ�������Ȧ���Ƶ�Ч�ʺ���������ȡ����¼ʵѵָ����ʦ��ָ��
�����
�塢ʵѵ���
��ʵѵ�γ����ʱ��ѧԱ��Ҫ�����뿪����Ӧ���õ���ÿγ̵�ʵѵ��¼���Ͽ��豸��
���й�����Դ����ʰ��ʵѵ���ļ�ʵѵ���ߣ�����ڷŵ�ʵѵָ����ʦ�涨��λ�á�����ʦ
������������߳�ʵѵ���ҡ�
ʵѵ�� �����첽���������Ľ���ʵѵ
һ��ʵѵĿ��
��1�����������첽�綯�������������ƺ�����ӷ�����
��2�����������첽�綯�������������ƺ��һ�����ν��ߡ�
��3����Ϥ���ӹ��ա�����ʹ�ü�ע�����
����ʵѵ����
ɰֽ������������������ҩ��������ѹ��ǯ��ͭ���ӡ�ѹ��ǯ��
����ע������
��1���ڶԶ���������ж˲����ν������ȿ�ֱ����СҪ�ϸ��ܴ�������ڻ���죬
ƫ��ijһ�߶������ʡ�������Ӱ�춨��ɢ��ͨ�磬����ʹת�ӷŲ�������ǻ�ڡ��������ȿ�
Ҳ���ܴܺ���ʹ����Ȧ�˲��������ǣ�Ӱ���Ե���ܡ�
��2��������Եֽ��Ӧʹ��Եֽ��Ե�߳���Ȧ 3��5 mm��������ת�ӷŽ�����ǻ��
��һ�£��۲���Ȧ��ת�ӵ�����Ƿ���ϡ�
�ġ�ʵѵ����
1������綯������Ľ���
1������
����Ƕ�߽�����Ҫ���������������飬ͬʱ������˲������ʼĩ����������Ϊ���ߡ����߷�Ϊһ�ν��ߺͶ��ν��ߡ�һ�ν��߾��ǽ�һ�������е���Ȧ��һ��ԭ������������Ϊһ�����飻���ν����������ߡ�
��1������һ������Ľ���Ҫ���ǣ�һ�ν��߱��뱣֤���ڵĵ����������ʸ������ͼ
�����
�� һ�ν��ߵIJ��裺
· ��������Ȧ�� 60°����ֲ����ӳɼ����顣
· ����ͬһ��ļ����飬ʹ���Ϊ�������顣
�� һ�ν��ߵ�Ҫ�㣺
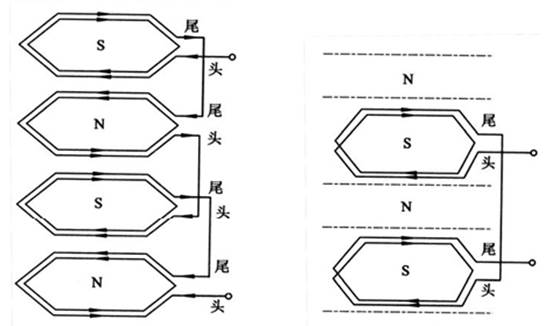 · ����������ӡ���һ�����µģ�����ͬһ���������Ȧ������һ�𣬳�Ϊһ�������顣Ϊ�˱�֤����綯����Ȧ����֮�����γ� N ���� S ���������У���������֮������ӣ�������ͷͷ��������ͼ 5-1��a����ʾ����Ҳ����ͼ 5-1��b����ʾ��ͷβ��ӣ���ʱ���Կ�����ͬ�����ļ�����綯������ֻ�����������飬�����������ͷβ��ӣ������γ��ļ��Ĵų��������ֽӷ�ͨ�����ڵ������������綯��������С�͵綯���У�һ���������ڵ���Ȧһ�����������Ƶģ���˲��ý�ͷ��
· ����������ӡ���һ�����µģ�����ͬһ���������Ȧ������һ�𣬳�Ϊһ�������顣Ϊ�˱�֤����綯����Ȧ����֮�����γ� N ���� S ���������У���������֮������ӣ�������ͷͷ��������ͼ 5-1��a����ʾ����Ҳ����ͼ 5-1��b����ʾ��ͷβ��ӣ���ʱ���Կ�����ͬ�����ļ�����綯������ֻ�����������飬�����������ͷβ��ӣ������γ��ļ��Ĵų��������ֽӷ�ͨ�����ڵ������������綯��������С�͵綯���У�һ���������ڵ���Ȧһ�����������Ƶģ���˲��ý�ͷ����a��ͷͷ��ββ��� ��b��ͷβ���
· ����������ӡ�������ͬһ��ļ��������飬���ܱ˴����ӣ���һ�������У��������ڼ�����Ȧ�ĵ�����������෴����ͷ��ͷ��β��β���ӡ���˳��������Ϻ��ü�ͷ���ÿ��������ĵ����������ͷ����������ԣ���ͼ 5-2 ��ʾ��
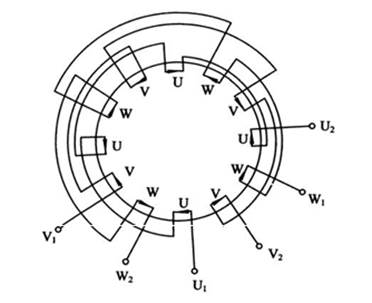
ͼ 5-2 ����������Ӳ�ͼ
· ����֧·�����ӡ�˫�������в���֧·������ԭ���ǣ���֧·��˳�ż�ͷ�������ӣ�ʹ�ø�֧·��ͷ��������ͷ����β���������֧·��Ȧ����������ȡ����巽���ɲ��õ��沢������߲�������ͼ 5-3 ��ʾ��
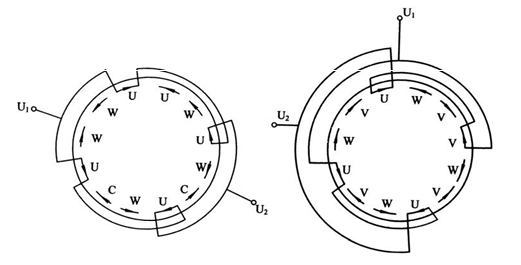
ͼ 5-3 ����֧·�����Ӳ�ͼ
1�������
����Ķ��ν����ǽ����������ʼĩ���õ��£�����ߣ��������ߺУ����������ߡ�
��1�����ν��ߵIJ��裺
�� �������߽ӵ����ߺ��еĽ��߰��ϡ�
�� �ò�ͬ����ɫ����ͷβ������ U1��V1��W1 ���������ʼ�ˣ�U2��V2��W2 ���������ĩ�ˡ�
��2�����ν���Ҫ�㣺
�� ����������߾����ܿ������ߺУ��Ա����������ߣ���Լ���ϡ�
�� ���������ߵ�Զ�����밴�綯���Ķ����ѡ���� 5-1��Ҳ�ɲ��յ綯��ԭ��
�����ߵĹ��ѡ�á�
�� ����������һ�����ͭ����ͷ����߰����ӣ����þ�Ե�ܼ�ǿ�����߶˲���Ե��
������ʱ�������ý���Ƭ�ӳ� Y �λ���νӷ���
�� �����������ʼ�˺�ĩ�˱�Dz��ܱ���ʱ���ɲ��ա�ʵѵʮһ�������б�
�� 5-1 �綯�����������߽���
| �綯������/kW | �����߽���/ mm2 | �綯������/kW | �����߽���/ mm2 |
| 1.1 | 1 | 30��37 | 10 |
| 1.5��4 | 1.5 | 45��55 | 16 |
| 5.5��7.5 | 2.5 | 75��90 | 25 |
| 11��15 | 4 | 110��132 | 35 |
| 18.5��22 | 6 | 160 | 50 |
Ϊ������ͷ���Ӵ������ͱ�֤�綯�����鳤�ڰ�ȫ���У�һ�ν���������������߶�Ҫ������ͷ�ĺ��ӡ�
1������ͷ���ӵļ���Ҫ��
��1�����ӱ����ι̡�Ҫ��һ���Ļ�еǿ�ȣ��ڵ�����ͻ�е���������²����Ѻ������ߡ�
��2���Ӵ�����ҪС����ͬ������ĵ�����ȣ�����ֵӦ��Ȼ��С�� �����˶��в����ֲ����ȡ�����ֵҪ�ȶ�����������仯��
��3�����Ӳ������㡣Ҫ�Ӳ������ף���Ӱ����Χ��Ե������ɱ������ܵ͡�
2������ǰ��������
��1�������ܡ�
��2���ξ���ͷ
��3������
��4�����߽������ߡ�
3�����ӹ���Ҫ��
���������ǽ���ͷ����ʺϣ�Ҳ��ͨ�磬�������ڽʺϵ��ߵı��洫�ݵ���������綯������ʱ�����У����ݵ����ĵ��߱�����ڿ��������ȶ�������������Щ�������Dz������壬�ö���֮���Ϊ��Ե�壬�Ӷ��������綯���������й��ϡ���ˣ�������ú��ӹ��ա� ���ڽ�ͷ�ߴ�С�������࣬���ߴ��ռ���խ���ڽ���Ե���������Ҳ��������������߲ۡ�����֮�С���ˣ��綯�����麸���ѶȽϴ�����ȷ�����ӷ���ʱ����������ȷ������������ǰ���£�����ѡ��ͨ����ǿ�����߸�ʴ�ԡ���Ӱ���ڽ���Ȧ����Ե���ܣ��Ҿ��ö��ּ��ĺ��ӷ�����
3���˲�����
��ȫ����ȦǶ�ꡢ�˲�����Ե��ú���Զ�������˲��������Σ��׳ƶ˲����Σ������˲�����һ�����ȿ�״��һ�ֳ���Ƥ����һ�������ѹ��Ȧ�˲����ô��ô���壬ʹ��Ȧ�˲����һ�����ȿڡ�
4�����Ӷ˲��İ���
����ȦǶ��֮�Ϳ����ֶԶ��Ӷ˲�����ͳһ������ ������Ϊ����������˵�Ǿ�ֹ
��ת�ģ������ڵ綯������������ת�Ĺ����У���ȦҪ�ܵ�������ͻ�е���������Ա�
�뽫�˲�������ʵ��һ�����þ�Ե��������Ϊ��Ե�������ͷ�ϴ�����þ�Ե���������
Ϊ��ֹ�������ѣ������ߵ���ͷҪ���а������������������֣�һ�ǰ������ߡ���������
������Ȧ�˲�һ�������������������ι̣���һ���Dz�����Ȧֱ������һ�𣬶��ǰ�����
�ߺ������ߵ���������
5������綯����Ȧ������Ϻ�ļ��
������綯����Ȧ�������Ϻ�����������ʵѵ��ҵ�ֳ�������ʦ�������Ȧ��
�ߵ�Ч�ʺ���������ȡ����¼ʵѵָ����ʦ��ָ�������
�塢ʵѵ���
��ʵѵ�γ����ʱ��ѧԱ��Ҫ�����뿪����Ӧ���õ���ÿγ̵�ʵѵ��¼���Ͽ��豸��
���й�����Դ����ʰ��ʵѵ���ļ�ʵѵ���ߣ�����ڷŵ�ʵѵָ����ʦ�涨��λ�á�����ʦ
������������߳�ʵѵ���ҡ�