
一、实训目的
(1)掌握三相异步电动机定子绕组重绕后的连接方法。
(2)掌握三相异步电动机定子绕组重绕后的一、二次接线。
(3)熟悉焊接工艺、焊料使用及注意事项。
二、实训器材
砂纸、电烙铁、焊条、焊药、焊锡、压线钳、铜鼻子、压接钳。
三、注意事项
(1)在对定子绕组进行端部造形进,喇叭口直径大小要合格,不能锤成歪嘴口或扁嘴,
偏向某一边都不合适。这样会影响定子散热通风,甚至使转子放不进定子腔内。但是喇叭口
也不能很大,致使用线圈端部碰触机壳,影响绝缘性能。
(2)修剪相间绝缘纸,应使绝缘纸边缘高出线圈 3~5 mm。修完后把转子放进定子腔内
试一下,观察线圈和转子的配合是否符合。
四、实训步骤
1.三相电动机绕组的接线
1)接线
绕组嵌线结束后,要将其连成三相绕组,同时将各相端部绕组的始末端引出,称为接线。接线分为一次接线和二次接线。一次接线就是将一相中所有的线圈按一定原则连接起来成为一相绕组;二次接线即接引出线。
(1)对于一次绕组的接线要求是:一次接线必须保证槽内的电流方向与槽矢量星形图
相符。
① 一次接线的步骤:
· 将单个线圈按 60°相带分布连接成极相组。
· 连接同一相的极相组,使其成为各相绕组。
② 一次接线的要点:
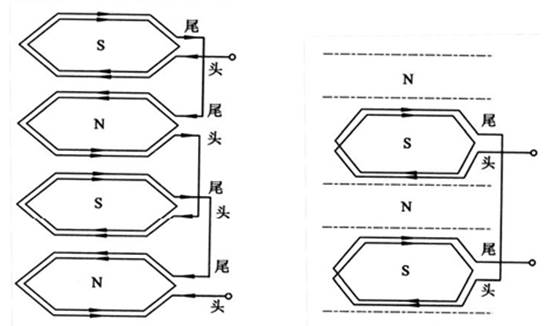 · 极相组的连接。在一个极下的,属于同一相的所有线圈串联在一起,称为一个极相组。为了保证三相电动机线圈连接之后,能形成 N 极和 S 极相间的排列,各极相组之间的连接,必须是头头相拉,如图 5-1(a)所示。但也有如图 5-1(b)所示的头尾相接,这时可以看到,同样是四极三相电动机,它只有两个极相组,因而它必须是头尾相接,才能形成四极的磁场,但此种接法通常用于单绕组多速三相电动机。在中小型电动机中,一个极相组内的线圈一般是连续绕制的,因此不用接头。
· 极相组的连接。在一个极下的,属于同一相的所有线圈串联在一起,称为一个极相组。为了保证三相电动机线圈连接之后,能形成 N 极和 S 极相间的排列,各极相组之间的连接,必须是头头相拉,如图 5-1(a)所示。但也有如图 5-1(b)所示的头尾相接,这时可以看到,同样是四极三相电动机,它只有两个极相组,因而它必须是头尾相接,才能形成四极的磁场,但此种接法通常用于单绕组多速三相电动机。在中小型电动机中,一个极相组内的线圈一般是连续绕制的,因此不用接头。(a)头头和尾尾相接 (b)头尾相接
· 相绕组的连接。凡属于同一相的极相组绕组,才能彼此连接,在一相绕组中,处于相邻极下线圈的电流方向必须相反,即头与头、尾与尾连接。按顺序连接完毕后,用箭头标出每个极相组的电流方向,其箭头总是两两相对,如图 5-2 所示。
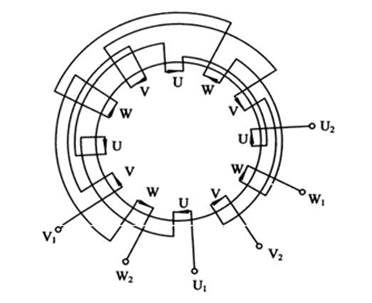
图 5-2 相绕组的连接草图
· 并联支路的连接。双层绕组中并联支路的连接原则是:各支路均顺着箭头方向连接,使得各支路箭头均是由相头到相尾;并联后各支路线圈组数必须相等。具体方法可采用底面并联或底线并联,如图 5-3 所示。
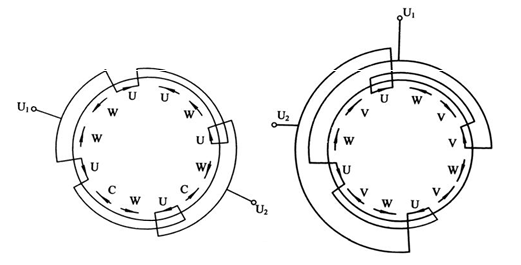
图 5-3 并联支路的连接草图
1)二次接线
绕组的二次接线是将三相绕组的始末端用电缆(或电线)引到接线盒,即接引出线。
(1)二次接线的步骤:
① 把引出线接到接线盒中的接线板上。
② 用不同的颜色区分头尾,且用 U1、V1、W1 标明绕组的始端,U2、V2、W2 标明绕组的末端。
(2)二次接线要点:
① 绕组的引出线尽可能靠近接线盒,以便缩短引出线,节约材料。
② 绕组引出线的远见格须按电动机的额定电流选择,见表 5-1。也可参照电动机原有
引出线的规格选用。
③ 绕组引出线一般采用铜接线头与接线板连接,并用绝缘套管加强引出线端部绝缘。
在连接时,还采用接线片接成 Y 形或△形接法。
④ 当三相绕组的始端和末端标记不能辨认时,可参照《实训十一》进行判别。
表 5-1 电动机绕组引出线截面
| 电动机功率/kW | 引出线截面/ mm2 | 电动机功率/kW | 引出线截面/ mm2 |
| 1.1 | 1 | 30~37 | 10 |
| 1.5~4 | 1.5 | 45~55 | 16 |
| 5.5~7.5 | 2.5 | 75~90 | 25 |
| 11~15 | 4 | 110~132 | 35 |
| 18.5~22 | 6 | 160 | 50 |
为避免线头连接处氧化和保证电动机绕组长期安全运行,一次接线与二产供销接线都要进行线头的焊接。
1)对线头焊接的技术要求
(1)焊接必须牢固。要有一定的机械强度,在电磁力和机械力的作用下不致脱焊、断线。
(2)接触电阻要小。与同样截面的导线相比,电阻值应相等或很小, 以免运动中产生局部过热。电阻值要稳定,运行中无大变化。
(3)焊接操作方便。要求焊接操作容易,不影响周围绝缘,且其成本尽可能低。
2)焊接前的准备工作
(1)配置套管。
(2)刮净线头
(3)搪锡
(4)绞线接与扎线。
3)焊接工艺要点
导线连接是将线头互相绞合,也可通电,但这是在绞合导线的表面传递电流。三相电动机经长时间运行,传递电流的导线表面会在空气中因发热而极易氧化,这些氧化物是不良导体,久而久之会成为绝缘体,从而造成三相电动机单相运行故障。因此,必须采用焊接工艺。 由于接头尺寸小,数量多,接线处空间狭窄,邻近绝缘物易损坏,而且不允许焊锡掉入线槽、绕组之中。因此,电动机绕组焊接难度较大,而且在确定焊接方法时,必须是在确保焊接质量的前提下,尽量选用通用性强、不具腐蚀性、不影响邻近线圈及绝缘性能,且经济而又间便的焊接方法。
3.端部造形
在全部线圈嵌完、端部相间绝缘垫好后,就须对定子绕组端部进行造形,俗称端部整形,即将端部做成一个喇叭口状。一手持橡皮锤,一手拿竹板压线圈端部,用锤敲打竹板,使线圈端部造成一个喇叭口。
4.定子端部的绑扎
在线圈嵌完之后,就可着手对定子端部进行统一包扎。 这是因为定子绕组虽说是静止
不转的,但由于电动机在启动和运转的过程中,线圈要受到电磁力和机械力的振动,所以必
须将端部包扎结实。一般是用绝缘套管套入作为绝缘,如接线头较大,则可用绝缘绸带包所。
为防止外力拉脱,引出线的线头要进行绑扎。绑扎方法不两种:一是把引出线、连接线及其
套管与线圈端部一起捆扎,这样绑扎较牢固;另一种是不与线圈直接捆在一起,而是把引出
线和连接线单独绑扎。
5.三相电动机线圈接线完毕后的检查
当三相电动机线圈接线检查完毕后,清理、整顿实训作业现场,等老师检查电机线圈接
线的效率和质量,听取并记录实训指导老师的指导意见。
五、实训完毕
当实训课程完成时,学员不要马上离开,而应作好当天该课程的实训记录,断开设备的
所有工作电源,收拾好实训器材及实训工具,整齐摆放到实训指导老师规定的位置。等老师
检查后,方可有序地走出实训教室。

