
一、实验目的
1、熟悉变压器的结构
2、掌握变压器的绕线方法
3、掌握变压器的组装技巧
4、掌握变压器绝缘处理方法
二、实训器材
绕线机、工作台、线架、刷子、剪刀、裁纸刀、钢直尺、钳子、扳子、一字(或十字)旋具及电烙铁等。
三、注意事项
1、在绕制变压器的时候尽量使绕组紧、密、平整的绕在骨架上,在装配变压器硅钢片避免由于拆造成硅钢片的变型,再次利用时可能会造成由于硅钢片之间的不紧密,而产生变压器在运行时会有震动和噪音。
2、装配过程中注意硅钢片划破身体、在敲打硅钢片时,最好使用木锤、以免造成变形及对线圈的伤害。
3、学员在实训过程中,遇到需要通电的实训步骤时,一定要由实训指导老师检查过后,确保无接线错误、无危险隐患事故存在后方可通电。
4、学员在实训过程中,遇到不能按实训步骤完成时或突发其它意想不到的事时,应立即停止实训,请实训指导老师检查并处理成功后,方可继续进行实训演练。
四、实训步骤
1、制作木心
木心用来套在绕线机转轴上支撑绕组骨架,以便进行绕线。通常用杨木或杉木。
2、制作骨架(绕组架)
骨架有纸质无框骨架和有框骨架两种。对于电压较高的变压器是用有框骨架来绕线的。
3、绕线
绕制程序如下:
1)木心固定在绕线机轴上,并在木心上套好纸质无框骨架如图1-10。
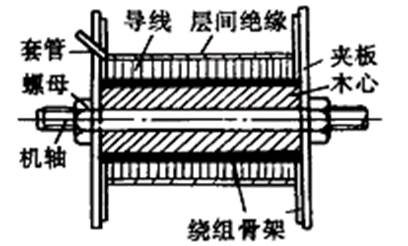
1-10绕组框架在绕线机上的安装
2)一层电缆纸与一层黄腊布重叠在一起绕两周后用胶水粘牢,作为绕组对铁芯间的绝缘。
3)开始绕线,线头压入一条1cm宽的黄腊布折条,以便抽紧起头,如图1-11。
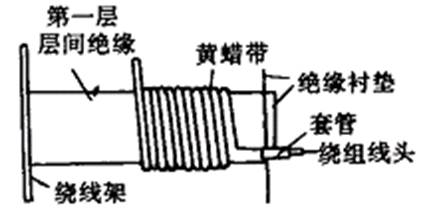
1-11 绕组线头的固紧
4)起绕时导线距骨架边沿大约留出2~3mm宽的空间。
5)导线要求绕得紧密而且整齐,不允许有叠线现象。绕时将导线稍微拉向绕组前进的相反方向(约5°左右)。拉线的手顺绕组前进的方向移动,拉力大小随导线的直径增大而稍微变大,这样导线就容易排齐而且紧。
6)绕完一层就刷一层薄凡立水,垫上一层层间绝缘纸,再绕下一层。
7)一次侧绕完后,用一层电缆线与一层黄腊纸重叠在一起绕两周后用胶水粘牢,作为一次绕组与二次绕组间的层间绝缘。
8)对于电子设备中用的电源变压器,需要在一、二次绕组间放置静电屏蔽层,屏蔽层用0.1mm左右的薄铜箔,在铜箔上焊一根多股软线引出接地,但不要碰触导线或自行短路。
9)按绕组间绝缘处理方法在铜箔外再垫上一层绝缘。
10)对于绕组末头的固定可用1cm宽的黄腊纸折条图1-13所示方法处理。
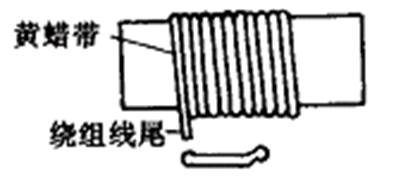
1-13 绕组线尾的固紧
11)按上述同样方法绕二次侧绕组。
12)最外层的绝缘可按绕组间的绝缘方法处理。
13)绕完后在所有引出线上套上绝缘套管并将引出线焊接在接线片上。
4、绝缘处理方法
绝缘处理方法:
1)边缘边涂绝缘漆
绕一层涂一层凡立水绝缘漆,最后烘干。
2)用浸泡法处理
(1)预热:将线包放到70~80℃的烘箱内加热3~5h,取出后立即浸入凡立水中半小时左右,取出后放在通风处滴干。
(2)烘烤:放进烤箱,把烘箱加热到80℃,烘烤12h左右即可。
5、装配铁芯
1)铁芯镶片要求紧而牢,否则铁芯截面达不到计算要求,造成磁通密度增大而发热,使硅钢片产生振动噪声。
2)镶片一片一次地交叉对镶,也可两片一次交叉对镶,铁芯中柱最不易插紧,往往有1/6的硅钢片比较难镶,这时用旋凿撬开一夹缝,插入后用木锤慢慢敲入,要把设计的硅钢片全部插入,又不要损伤线包。
3)镶完片后,把变压器放在平板上,两头用木锤敲打平整,尤其是E型和F型铁芯两对插片间不能留空隙。
4)用螺丝钉或夹板固紧铁芯。
5)把引出线接到接线柱上或焊接在焊片上。
6、成品测试
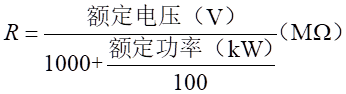
1)绝缘电阻测试:用500V兆欧表进行测量,对于容量在1kVA以下没电压在500V以下的小型变压器,其绕组绝缘电阻不低于下式之值:
2)空载电压的测试:变压器的变比应符合设计的规定,当原边输入额定电压时,副边电压应较其额定值高出5%~10%。
3)空载电流的测试:用自耦变压器供电,当电压调到一次侧的额定值时,其空载电流应为额定电流的5%~8%。
7、三相电动机拆卸后的检查
当变压器组装完毕后,将其摆放整齐,等老师检查变压器制作的效率和质量,听取并记录实训指导老师的指导意见。
五、实训完毕
当实训课程完成时,学员不要马上离开,而应作好当天该课程的实训记录,断开设备的所有工作电源,收拾好实训器材及实训工具,整齐摆放到实训指导老师规定的位置。等老师检查后,方可有序地走出实训教室。