用PLC构成电镀槽生产控制
二、实训器材
(1)实训屏一套
(2)模块-PLC一块
(3)连接导线若干
三、实训步骤
1.实物接线图
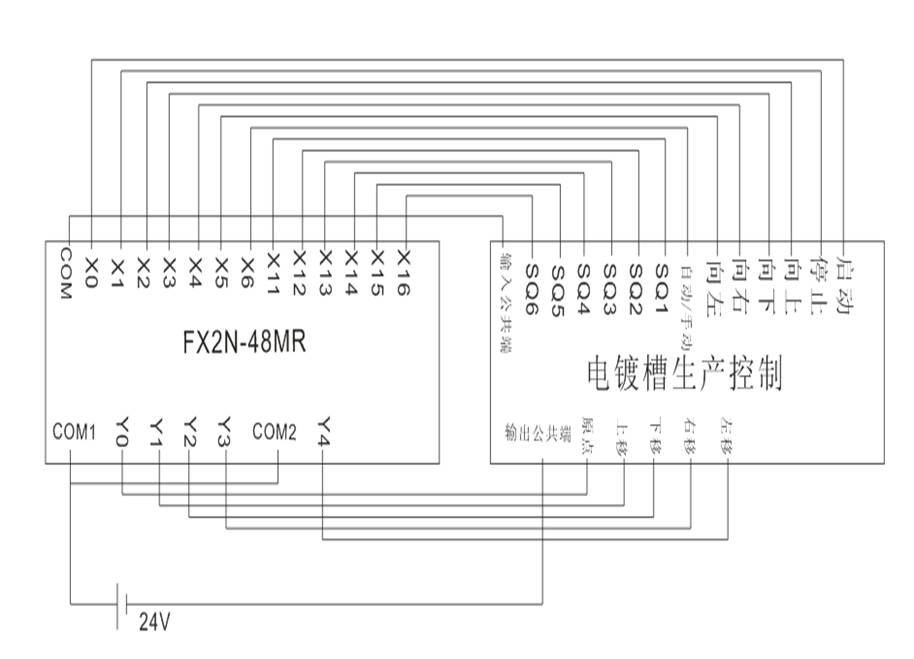
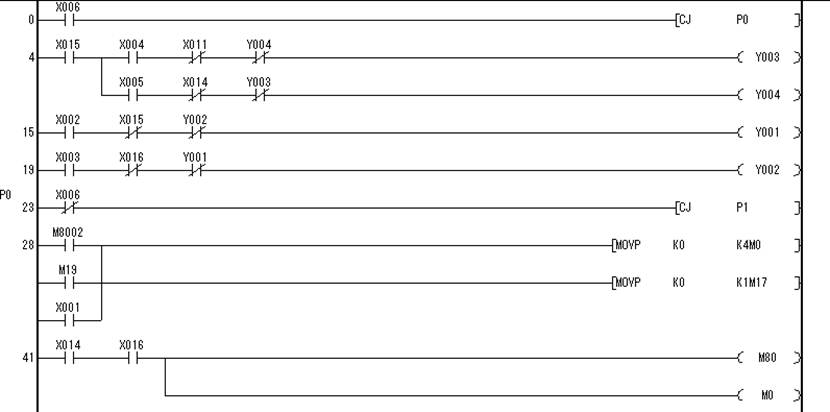
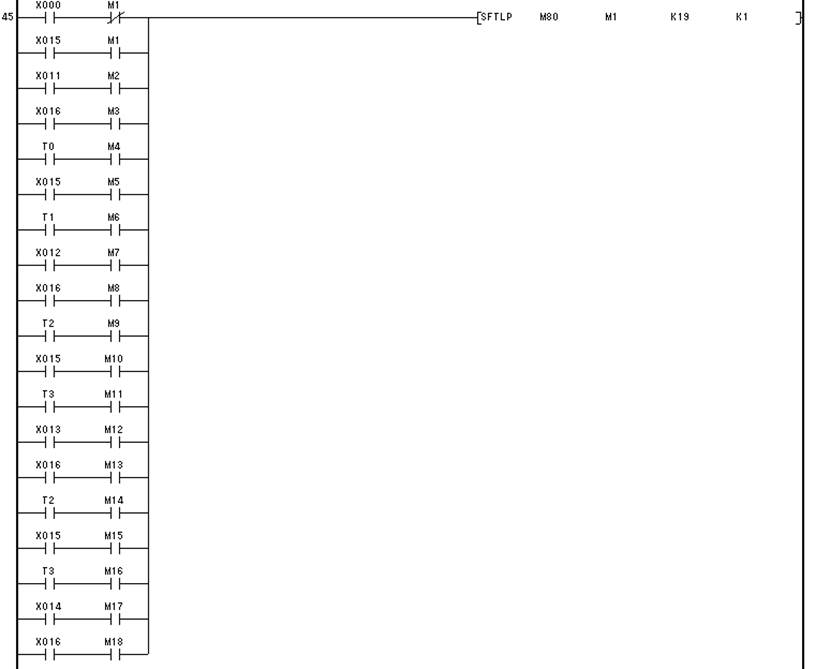
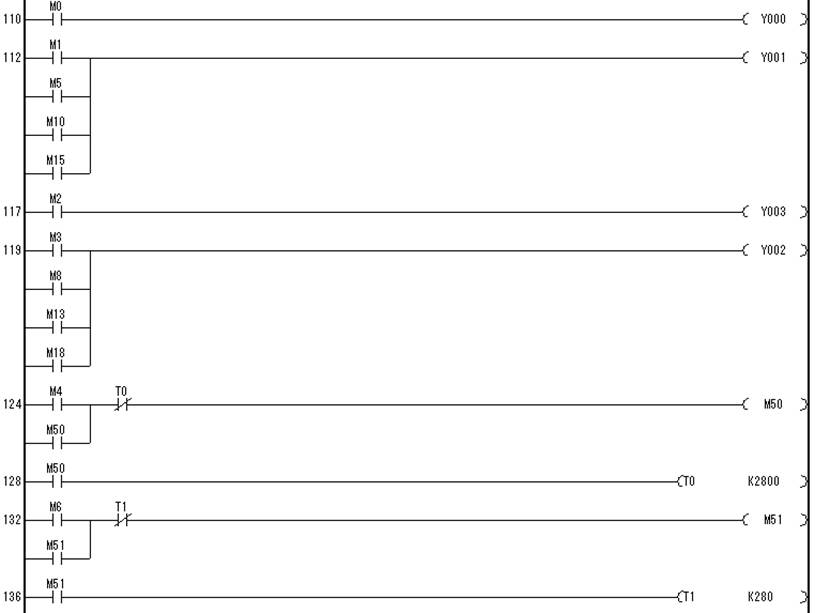
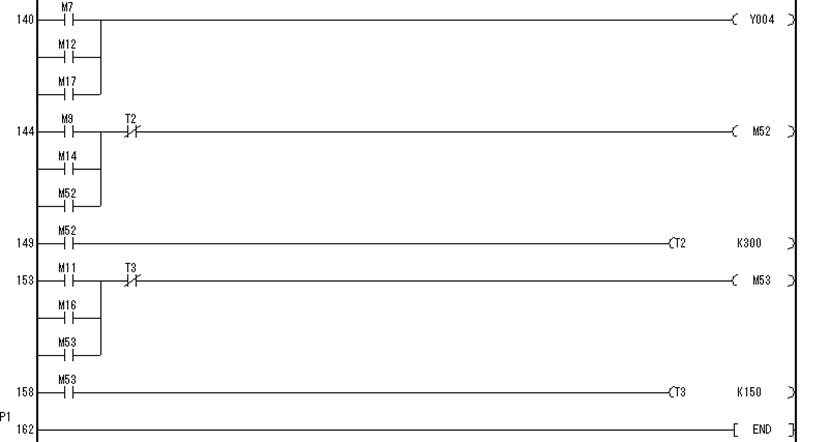
2.控制要求:工件放入第一槽电镀槽中,电镀280秒后提起,停放28秒,让镀液从工件上流回电镀槽,然后放入第二槽回收液槽中浸30秒,提起后停15秒,再放入第三槽清水槽中清洗30秒,最后提起停15秒后,行车返回原位
3.I/O分配
| 输入信号 | 输入信号 | ||||
| 名称 | 功能 | I/O编号 | 名称 | 功能 | I/O编号 |
| SB1 | 启动 | X0 | SQ4 | 行车左限位(后退) | X14 |
| SB2 | 停止 | X1 | SQ5 | 吊钩限位(提升) | X15 |
| SB3 | 吊钩提升 | X2 | SQ6 | 吊钩限位(下降) | X16 |
| SB4 | 吊钩下降 | X3 | 输出信号 | ||
| SB5 | 行车前进 | X4 | 名称 | 功能 | I/O编号 |
| SB6 | 行车后退 | X5 | ZD | 原点指示灯 | Y0 |
| SA1 | 选择开关(手/自) | X6 | KM1 | 吊钩提升电机上移 | Y1 |
| SQ1 | 行车右限位(前进) | X11 | KM2 | 吊钩提升电机下移 | Y2 |
| SQ2 | 行车(第二槽)定位 | X12 | KM3 | 行车电机右移 | Y3 |
| SQ3 | 行车(第三槽)定位 | X13 | KM4 | 行车电机左移 | Y4 |