焊接实训室方案,焊工实训室建设方案
2024-02-06 17:46
一、建立焊接专业实训室的必要性
党的十七届五中全会强调,做好“十二五”时期经济社会发展工作,必须以科学发展为主题,紧紧扣住加快转变经济发展方式这条主线。职业教育要适应国家需求、产业需求和人才市场需求变化,必须加快转变自身发展方式。推进这一转变的历史使命是服务经济发展方式转变和现代产业体系建设,核心任务是建设具有中国特色、世界水准的现代职业教育体系,利用高等教育得天独厚的人才资源,建设工程训练中心,培养具有创新意识和创新能力,会动脑、会实践、懂设计、懂操作的综合型、创新型、高素质工程技术人员是我国社会主义经济建设发展的迫切需要,也是高等教育义不容辞的责任。目前全国高等院校几乎都建成了各有特色、门类齐全、设施先进的训练中心,成为学生实践训练的基地和学生课外科技活动的园地。我校是一所培养应用型人才的地方综合大学,筹建工程训练中心,无疑是必须的和高瞻远瞩的。
实训中心将认真贯彻执行我校“培养高素质应用型、复合型人才”的培养目标,密切配合专业基础系列课程教学改革与实践,启迪学生的创新思维、开发创新潜能、培养创新能力、提高学生实践动手能力,构建集教与学为一体、理论教学与实践教学为一体、课内与课外教学为一体的实验基地。并通过校企合作等形式开展联合教学与培训,开展科学研究活动。该项目的建成,将全面提升我校办学条件、提升教学效果、保证教学质量,扩大学校影响。
二、项目实施的可行性。
主要工作思路与设想:
(1)焊接训练中心是全天候开放的教学基地,可以同时容纳40人进行实训。实训主要以现场技能培训为主。焊接训练中心摒弃传统的管理模式,采用现代信息化管理,包括网上预约实训;除学校安排的实训课之外,学生可以安排课后时间进行训练。
(2)形成规范的实训教材,开发一系列培训项目。组成以甘肃有色冶金职业技术学院的教师和周边大型企业专业指导委员会专家为主的,有相关高校教师及主要校外实训基地技术专家参加的编写组,结合锅炉压力容器焊工培训内容,编写出一套焊接运用技术类相关专业的实训教材,开发出手工焊、氩弧焊、气保焊、自动焊等培训项目。
(3)与社会发展紧密结合,突出体现新技术的培训。如增加数字化焊接技术、激光复合焊、搅拌摩擦焊技术等现代焊接技术比重,使新技术、新工艺、新设备的实习内容达30%以上。将传统基焊接技术与高新焊接技术有机结合,使学生掌握更多的焊接技术,更好地适应社会发展。
(4)还可对社会及周边厂矿企业的技术人员进行培训和联合科研,成为一流的焊接技术人员人员培训基地。
三、焊接专业实训室训练项目
焊工实训室可进行培训的具体焊工技能项目如下:
1、手工电弧焊的基本操作(平焊、立焊、横焊)及仰焊的操作和其要领(利用用J507碱性焊条)
2、平角焊和立角焊的操作技术
3、常用金属材料的焊接方法
4、熟练掌握气焊和气割的基础操作技术
5、正确使用火焰的调整方法和火焰的应用范围(碳化焰、中性焰、氧化焰)
6、掌握氩弧焊的引弧、送丝技术、具体的操作要点及参数调节、氩弧焊的应用范围
四、焊接工艺介绍
焊接是通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子间结合的一种加工方法。
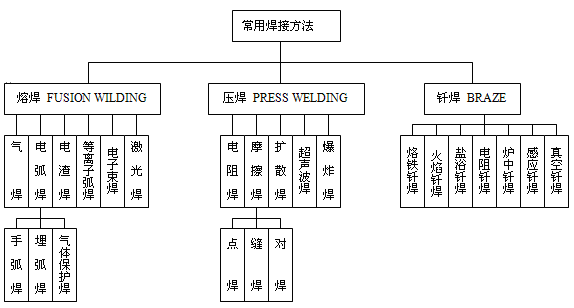
在工业生产中应用的焊接方法种类很多,根据焊接过程中金属所处的状态不同,可以把焊接分为熔化焊、压焊和钎焊三大类。
熔化焊:利用局部加热使连接处的母材金属熔化,加入(或不加入)填充金属而结合的方法,是工业生产中应用最广泛的焊接工艺方法。熔化焊的特点是焊件间的结合为原子结合,焊接接头的力学性能较高,生产率高,缺点是产生的应力、变形较大。
压焊:在焊接过程中,必须对焊件施加压力,加热或不加热完成焊接的方法。虽然压焊件焊缝结合亦为原子间结合,但其焊接接头的力学性能较熔化焊稍差,适合于小型金属件的加工,焊接变形极小,机械化、自动化程度高。
钎焊:采用熔点比母材金属低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点温度,利用液态的钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。钎焊的特点是加热温度低,接头平整、光滑,外形美观,应力及变形小,但是钎焊接头强度较低,装配时对装配间隙要求高。
五、技术规格参数
【规格尺寸】1500×750×450, 操作台面:1500×750×2.0
【材质】优质镀锌钢板 17.5公斤
【桌架】1400×650×450,60×40金属方管,壁厚≥1.5。
【说明】变形小,承重佳。与钢架强攻螺丝固定。焊接或螺栓连接。四柱,四直梁,四横梁。
二、焊工工作桌台及配套焊工工具
党的十七届五中全会强调,做好“十二五”时期经济社会发展工作,必须以科学发展为主题,紧紧扣住加快转变经济发展方式这条主线。职业教育要适应国家需求、产业需求和人才市场需求变化,必须加快转变自身发展方式。推进这一转变的历史使命是服务经济发展方式转变和现代产业体系建设,核心任务是建设具有中国特色、世界水准的现代职业教育体系,利用高等教育得天独厚的人才资源,建设工程训练中心,培养具有创新意识和创新能力,会动脑、会实践、懂设计、懂操作的综合型、创新型、高素质工程技术人员是我国社会主义经济建设发展的迫切需要,也是高等教育义不容辞的责任。目前全国高等院校几乎都建成了各有特色、门类齐全、设施先进的训练中心,成为学生实践训练的基地和学生课外科技活动的园地。我校是一所培养应用型人才的地方综合大学,筹建工程训练中心,无疑是必须的和高瞻远瞩的。
实训中心将认真贯彻执行我校“培养高素质应用型、复合型人才”的培养目标,密切配合专业基础系列课程教学改革与实践,启迪学生的创新思维、开发创新潜能、培养创新能力、提高学生实践动手能力,构建集教与学为一体、理论教学与实践教学为一体、课内与课外教学为一体的实验基地。并通过校企合作等形式开展联合教学与培训,开展科学研究活动。该项目的建成,将全面提升我校办学条件、提升教学效果、保证教学质量,扩大学校影响。
二、项目实施的可行性。
主要工作思路与设想:
(1)焊接训练中心是全天候开放的教学基地,可以同时容纳40人进行实训。实训主要以现场技能培训为主。焊接训练中心摒弃传统的管理模式,采用现代信息化管理,包括网上预约实训;除学校安排的实训课之外,学生可以安排课后时间进行训练。
(2)形成规范的实训教材,开发一系列培训项目。组成以甘肃有色冶金职业技术学院的教师和周边大型企业专业指导委员会专家为主的,有相关高校教师及主要校外实训基地技术专家参加的编写组,结合锅炉压力容器焊工培训内容,编写出一套焊接运用技术类相关专业的实训教材,开发出手工焊、氩弧焊、气保焊、自动焊等培训项目。
(3)与社会发展紧密结合,突出体现新技术的培训。如增加数字化焊接技术、激光复合焊、搅拌摩擦焊技术等现代焊接技术比重,使新技术、新工艺、新设备的实习内容达30%以上。将传统基焊接技术与高新焊接技术有机结合,使学生掌握更多的焊接技术,更好地适应社会发展。
(4)还可对社会及周边厂矿企业的技术人员进行培训和联合科研,成为一流的焊接技术人员人员培训基地。
三、焊接专业实训室训练项目
焊工实训室可进行培训的具体焊工技能项目如下:
1、手工电弧焊的基本操作(平焊、立焊、横焊)及仰焊的操作和其要领(利用用J507碱性焊条)
2、平角焊和立角焊的操作技术
3、常用金属材料的焊接方法
4、熟练掌握气焊和气割的基础操作技术
5、正确使用火焰的调整方法和火焰的应用范围(碳化焰、中性焰、氧化焰)
6、掌握氩弧焊的引弧、送丝技术、具体的操作要点及参数调节、氩弧焊的应用范围
四、焊接工艺介绍
焊接是通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子间结合的一种加工方法。
在工业生产中应用的焊接方法种类很多,根据焊接过程中金属所处的状态不同,可以把焊接分为熔化焊、压焊和钎焊三大类。
熔化焊:利用局部加热使连接处的母材金属熔化,加入(或不加入)填充金属而结合的方法,是工业生产中应用最广泛的焊接工艺方法。熔化焊的特点是焊件间的结合为原子结合,焊接接头的力学性能较高,生产率高,缺点是产生的应力、变形较大。
压焊:在焊接过程中,必须对焊件施加压力,加热或不加热完成焊接的方法。虽然压焊件焊缝结合亦为原子间结合,但其焊接接头的力学性能较熔化焊稍差,适合于小型金属件的加工,焊接变形极小,机械化、自动化程度高。
钎焊:采用熔点比母材金属低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点温度,利用液态的钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。钎焊的特点是加热温度低,接头平整、光滑,外形美观,应力及变形小,但是钎焊接头强度较低,装配时对装配间隙要求高。
五、技术规格参数
【规格尺寸】1500×750×450, 操作台面:1500×750×2.0
【材质】优质镀锌钢板 17.5公斤
【桌架】1400×650×450,60×40金属方管,壁厚≥1.5。
【说明】变形小,承重佳。与钢架强攻螺丝固定。焊接或螺栓连接。四柱,四直梁,四横梁。

一、配置清单:
| 序号 | 名称 | 规格参数 | 单位 | 数量 |
| 1 | MIG保护焊机 |
1、体积小,重量轻,高效节能;2、高频引弧,成功率高;3、焊接表面均匀美观;4、适合焊接不锈钢、合金钢、碳钢、铜及其它金属材料。配件:氩弧焊枪WP17,接地电缆(带接地夹)16mm²。 【输入电源】380V 3PH 50Hz 【额定输入电流】13A 【输出空载电压】36V 【空 载 率】35%250A 【焊丝规格】0.8-1.2 【焊丝盘规格】300mm15kg 【送丝速度】2-25M/min 【外形尺寸】80x48x69cm 【重 量】85kg |
台 | 10 |
| 2 | 氩弧焊机 |
1、 采用先进的逆变技术,选用优质进口功率器件工作频率高、体积小、重量轻; 2、采用脉宽控制技术; 3、采用过热、过流、过压、欠压保护装置; 4、高频变压器采用软磁铁氧体材料,损耗小,转换率高,高效节能; 5、结构简洁,工艺优良,耐用可靠,容易维护; 6、采用无源功率因数校正,功率校正因数高; 7、采用输入电源缺相、欠压、过压装置,焊机安全实用性更强。 【额定输入电压(V)】AC220V±15% 【输入频率(HZ)】50/60 【额定输入电流(A)】43(手焊)/28(氩焊) 【额定输出电压(V)】28(手焊)/18(氩焊) 【额定输出电流(A)】10-200 【空载电压(V)】41 【起弧方式】高频引弧 【负载持续率(%)】60 【推力调节】------- 【空载损耗(W)】40 【效率】80 【功率因素】0.73 【绝缘等级】F 【外壳防护等级】IP21S 【重量(KG)】8 【外形尺寸(mm)】395×153×301 |
台 | 5 |
| 3 | 空气等离子弧切割机 |
功能及特点:1、采用压缩空气,省去昂贵气体,且工作安全可靠。2、切缝窄,切口光洁,工件不变形,板材利用率高。3、能切割不锈钢,碳钢,铜铝等各种金属板材。4、能在各种位置上进行任意形状的切割。5、适用于车辆,造船,化工,锅炉,食品,医药,厨房,环境等行业的机械加工。 【额定输入电压(V)】380V/50HZ(三相) 【额定输入功率(KVA)】22.5 【最高空载电压(V)】260 【工作电压(V)】120 【额定输出电流(A)】100 【额定暂载率(%)】60 【切割厚度(mm)】碳钢:18;不锈钢:15;铜及铝:8 【外形尺寸】445×480×1020 【重量(KG)】118 |
台 | 5 |
| 4 | 电焊机 |
小型交流焊机。抽头式变压器结构,适用于220V/380V两种电压。输出绕组采用独特的架空技术,散热快,过载能力强。变压器铁芯采用高矽硅钢片,损耗小、效率高。机体表面经过酸洗、磷化处理,静电喷塑,漆膜光洁、坚固、耐腐蚀、不脱落。 【功率】15-20KVA 【额定输入电压】220/380V 【额定负载持续率】20% 【适用焊条直径】2.5-3.2 【电流调节范围】55-220A 【空载电压】58V 【额定频率】50HZ 【额定负载电压】26V 【绝缘等级】F 【冷却方式】自冷风冷 【重量】22-25kg |
台 | 40 |
| 5 | 空气压缩机 | 超静音、超洁净、低能耗、干燥除菌、防锈喷涂、使用安全、操作简便、时尚实用。 | 台 | 5 |
| 6 | 台钻 |
【最大钻孔直径(mm)】16 【立柱直径(mm)】70 【主轴最大行程(mm)】85 【主轴端锥度B】18/MT.2 【主轴转速(r/min)】 480-2400/4 【工作台面尺寸(mm)】 Φ310 【底座工作面尺寸(mm)】210×210 【主轴轴心线至立柱表面距离(mm)】192 【主轴下端至工作台面距离(mm)】0-300 【主轴下端至底座工作面距离(mm)】470 【电动机(w)】550 【毛重/净重(kg)】100/85 【包装尺寸(cm)】80×42.4×96.2 |
台 | 5 |
| 7 | 型材切割机 |
【功率(kw)】2.2KW 【电压(v)】≥380V 50Hz 【转速(转/分)】≥2850 【砂轮大小(mm)】Φ直径×厚度×Φ孔径Φ400×3×Φ32 【相数】3 【工作定额(%)】100 【温升(℃)】75 人体工程学设计的工程软塑胶手柄,防滑,耐磨,操作更舒适;高效能强劲马达,切割效率更高;稳固的铸铁底座,防震橡胶底脚,保证整机操作时平衡稳定;快速虎钳锁,固定工件,效率特高;工件固定板,可做45°倾斜,并可调教3个位置,以配合不同大小的材料。 |
台 | 5 |
| 8 | 立式砂轮机 |
【功率(kw)】1.5KW 【电压(v)】380V 50Hz 【转速(转/分)】2850 【砂轮大小(mm)】Φ直径×厚度×Φ孔径Φ250×25×Φ32 【相数】3 【工作定额(%)】40 【温升(℃)】75 |
台 | 5 |
| 9 | 台式砂轮机(带底座) |
纯铜线电机能效高,动力强,使用寿命长;透明防护镜,防尘的同时便于观察;可调式星火挡板,根据砂轮的磨损调节位置;可调式刀架,便于操作者保持工件;双砂轮对称配置,利于机器运转平稳,提高设备利用率 主要技术参数要求: 【电压】220V / 380V 【功率】≥400W 【同步转速】3000r/min 【砂轮尺寸】200Ø×20×Ø32mm 【砂轮安全线速度】35m/s 【工作制】S2(30min) |
台5 |
| 序号 | 名称 | 规格参数 | 单位 | 数量 |
| 1 | 教师综合工作台 | 1600×800×800 | 张 | 1 |
| 2 | 焊铆实训桌 |
二工位实训桌(适合实训以及工厂实际生产) 【承重】大于1000KG 【规格】1500长×750宽×1500mm高(桌面800+防护网700) 【台面】50毫米木板,凹形包覆2毫米厚钢板。 【桌架立柱】4立柱,2.0厚钢板折型,规格100×80×750 【桌架横梁及加强梁】1.5厚钢板折型规格100×40×1.5横纵七梁,四加强筋。 【金属抽屉】二只,厚度1.0钢板折制。加厚型金属滑三节道,承重力佳,带锁。 【防护网(工位隔离网)标准型】1500X700X30冲孔金属钢板,带加强筋 【工作电源(选配)】国标5孔安全插座交流 220V,装置于腿立柱。 |
张 | 10 |
| 3 | 焊接工作地台 |
【规格】1500×750×450 【操作台面】1500×750×2.0 【重量】优质镀锌钢板 17.5公斤 【桌架】1400×650×450,60×40金属方管,壁厚≥1.5。 变形小,承重佳。与钢架强攻螺丝固定。焊接或螺栓连接。四柱,四直梁,四横梁。 |
张 | 20 |
| 4 | 手电钻(手枪钻) | 220V | 把 | 10 |
| 5 | 磨光机(角磨机) | 常规:主轴直径M10磨/切片直径100毫米 FF-100A、输入功率620瓦 | 把 | 10 |
| 6 | 铁砧 | 11寸/30KG 260×160×170 工件整形 | 台 | 5 |
| 7 | 游标卡尺 | 0-150 | 把 | 10 |
| 8 | 焊丝 | 2.0mm | 卷 | 1 |
| 0 | 钻头(麻花钻) | 规格:Φ3、4、6、8、Φ5、Φ8.5、Φ10.2高速含钴钻头 每样一支/套 | 套 | 10 |
| 10 | 磨光片 | 片 | 100 | |
| 11 | 切割片 | 片 | 20 | |
| 13 | 电焊条 | 2.5 | 盒 | 10 |
| 14 | 电焊面罩(手持) | 个 | 10 | |
| 15 | 盔式面罩 | 个 | 10 | |
| 16 | 划针 | 120 (钨钢头) | 支 | 10 |
| 17 | 金属直尺 (钢尺) | 1000 | 把 | 10 |
| 18 | 直角尺 | 500mm | 把 | 10 |
| 19 | 角尺 | 0-150 | 把 | 10 |
| 20 | 卷尺 | 3米 | 把 | 10 |
| 21 | 铁锤(奶子、羊角,六棱锤) | 1.5p 1P 每样1把 3把/套 | 套 | 10 |
| 22 | 卯枪 | 把 | 20 | |
| 23 | 铆钉 铝 | 4×10 500只 | 盒 | 20 |
| 24 | 一字批 | 橡胶柄5×200 8寸 铬钼钢 | 把 | 20 |
| 25 | 十字批 | 橡胶柄5×200 8寸 铬钼钢 | 把 | 20 |
| 26 | 圆尺(圆度尺) | 个 | 1 | |
| 27 | 尖嘴钳 | 6 寸 45#钢 | 把 | 20 |
| 28 | 钢丝钳 | 6 寸 硬质合金 | 把 | 20 |
| 29 | 铁皮剪刀 | 10寸 | 把 | 10 |
| 30 | 锯弓(钢锯架) | 300 可调式 | 把 | 20 |
| 31 | 锯条(钢锯条) |
300(粗齿、中齿、细齿) 盒/100支 每套各一盒 |
套 | 10 |
| 32 | 防紫外线眼镜 | 玻璃 | 付 | 20 |
| 33 | 专用衣服 | 粗帆布 | 套 | 20 |
| 34 | 电焊手套 | 粗帆布 | 双 | 20 |
| 35 | 专用鞋子 | 毛皮鞋 | 套 | 20 |
| 36 | 口罩 | 只 |
100 |