���չ����һ�廯����ʵѵ�豸������δ���Ƽ�֮��
2024-08-14 07:22�����ڵ�������Ƽ����������ʱ��������ѧ����˵�������Ƚ��ļ���֪ʶ��������Ҫ�ġ��������һ�廯����ʵѵ�豸����һ��ǿ��Ĺ��ߣ����ܹ�����ѧ���Ǹ��õ������Ӧ����һ�����֪ʶ��
�������ȣ��������˽�һ��ʲô�ǹ����һ�廯���ơ�����һ�ֽ���ѧ����еѧ�͵���ѧ���ϵļ�����ͨ��������Щ��ͬ��ѧ�ƣ����ǿ�����Ƴ����ָ�Ч���Զ���ϵͳ�����磬�����˼��������ܲ��������ȶ��ǹ����һ�廯������Ӧ�á�
����Ȼ��������������ʵѵ�豸����Ҫ�ԡ�ʵѵ�豸Ϊѧ���ṩ��һ��ʵ�ʲ����Ļ������������ܹ���ʵ����ѧϰ����������֪ʶ��ͨ��ʹ����Щ�豸��ѧ�������ܹ����������������һ�廯������ԭ�������ܹ�������ǵ�ʵ��������������������
���������һ�廯����ʵѵ�豸ͨ������һЩ���Ļ�е�豸�͵����豸����߾��ȵ��˶�����ϵͳ�������ܵĴ�������ִ���������ӵĵ�·��ȡ���Щ�豸��ʹ����Ҫһ����רҵ֪ʶ�ͼ��ܣ�����һ����������Щ���ܣ�ѧ�����ܹ���δ���ĿƼ������д�չȭ�š�
�����ܵ���˵�������һ�廯����ʵѵ�豸��һ��ǿ���ѧϰ���ߣ����ܹ�����ѧ��������������Ӧ�ù����һ�廯������ԭ�����������Ƕ�����������Ȥ������ϣ�����������չְҵ���ģ�������Щʵѵ�豸���������������������ԣ�������һ��̽��������������ܵĿƼ�����ɣ�

�������ȣ��������˽�һ��ʲô�ǹ����һ�廯���ơ�����һ�ֽ���ѧ����еѧ�͵���ѧ���ϵļ�����ͨ��������Щ��ͬ��ѧ�ƣ����ǿ�����Ƴ����ָ�Ч���Զ���ϵͳ�����磬�����˼��������ܲ��������ȶ��ǹ����һ�廯������Ӧ�á�
����Ȼ��������������ʵѵ�豸����Ҫ�ԡ�ʵѵ�豸Ϊѧ���ṩ��һ��ʵ�ʲ����Ļ������������ܹ���ʵ����ѧϰ����������֪ʶ��ͨ��ʹ����Щ�豸��ѧ�������ܹ����������������һ�廯������ԭ�������ܹ�������ǵ�ʵ��������������������
���������һ�廯����ʵѵ�豸ͨ������һЩ���Ļ�е�豸�͵����豸����߾��ȵ��˶�����ϵͳ�������ܵĴ�������ִ���������ӵĵ�·��ȡ���Щ�豸��ʹ����Ҫһ����רҵ֪ʶ�ͼ��ܣ�����һ����������Щ���ܣ�ѧ�����ܹ���δ���ĿƼ������д�չȭ�š�
�����ܵ���˵�������һ�廯����ʵѵ�豸��һ��ǿ���ѧϰ���ߣ����ܹ�����ѧ��������������Ӧ�ù����һ�廯������ԭ�����������Ƕ�����������Ȥ������ϣ�����������չְҵ���ģ�������Щʵѵ�豸���������������������ԣ�������һ��̽��������������ܵĿƼ�����ɣ�
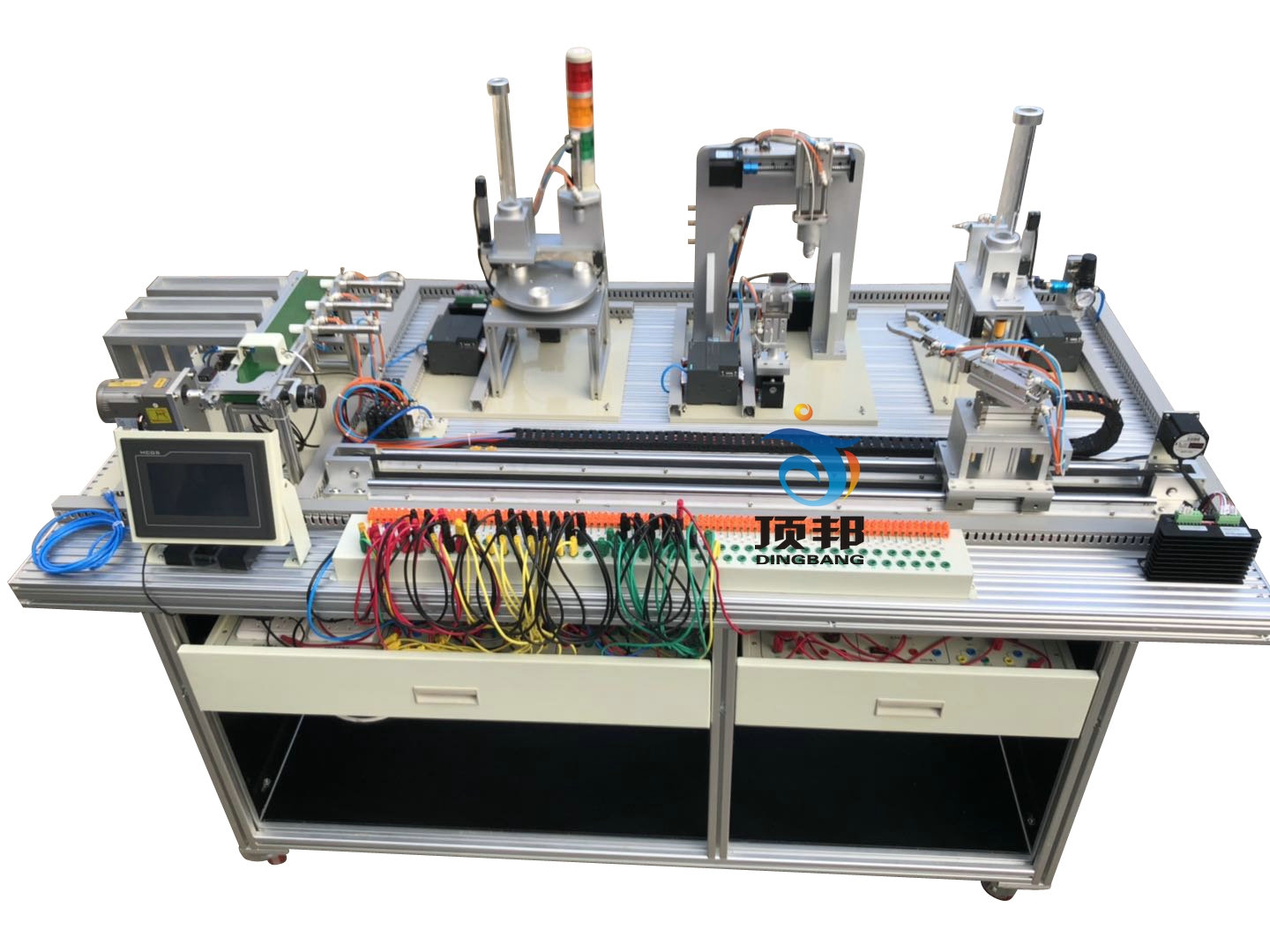
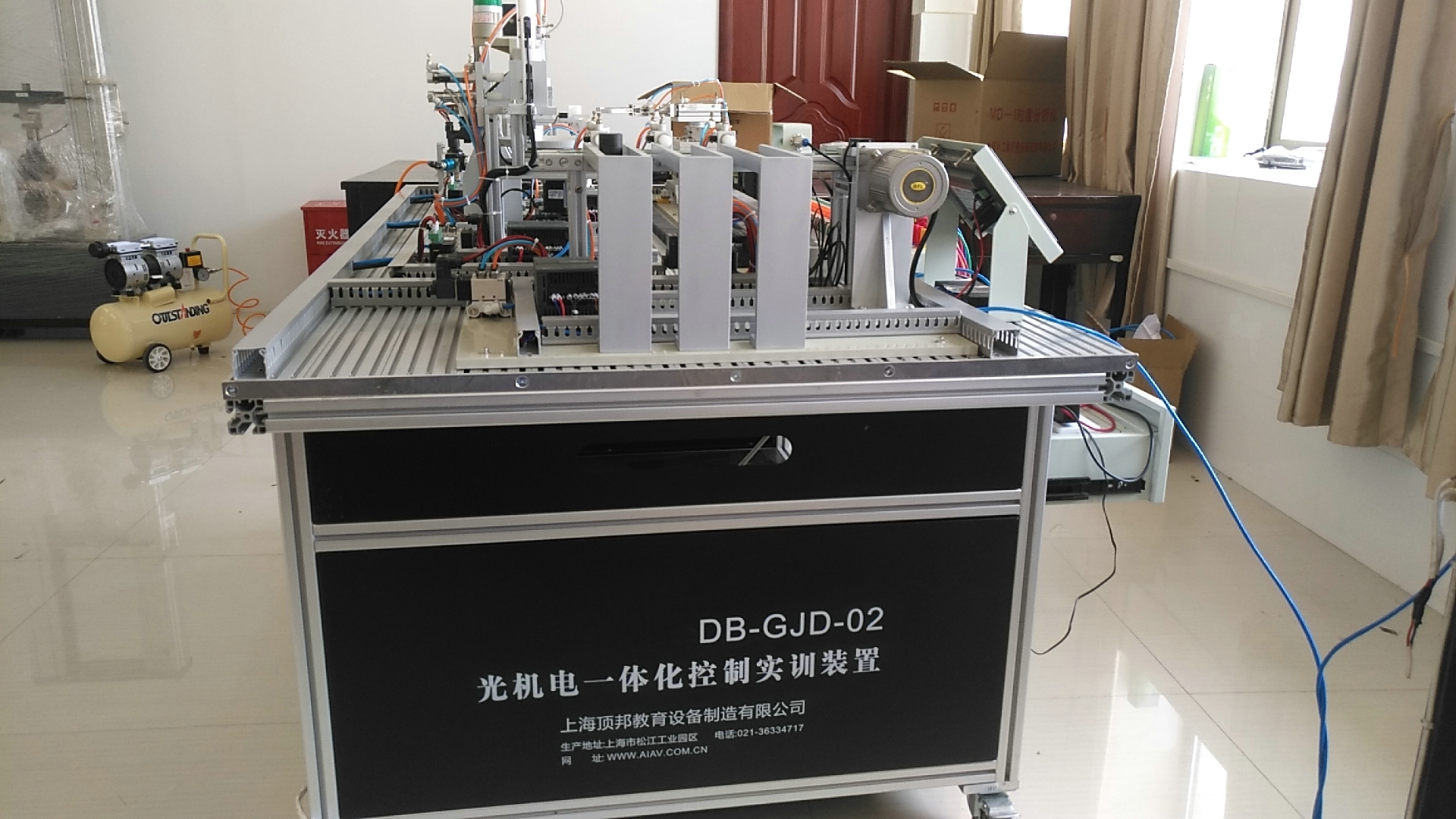
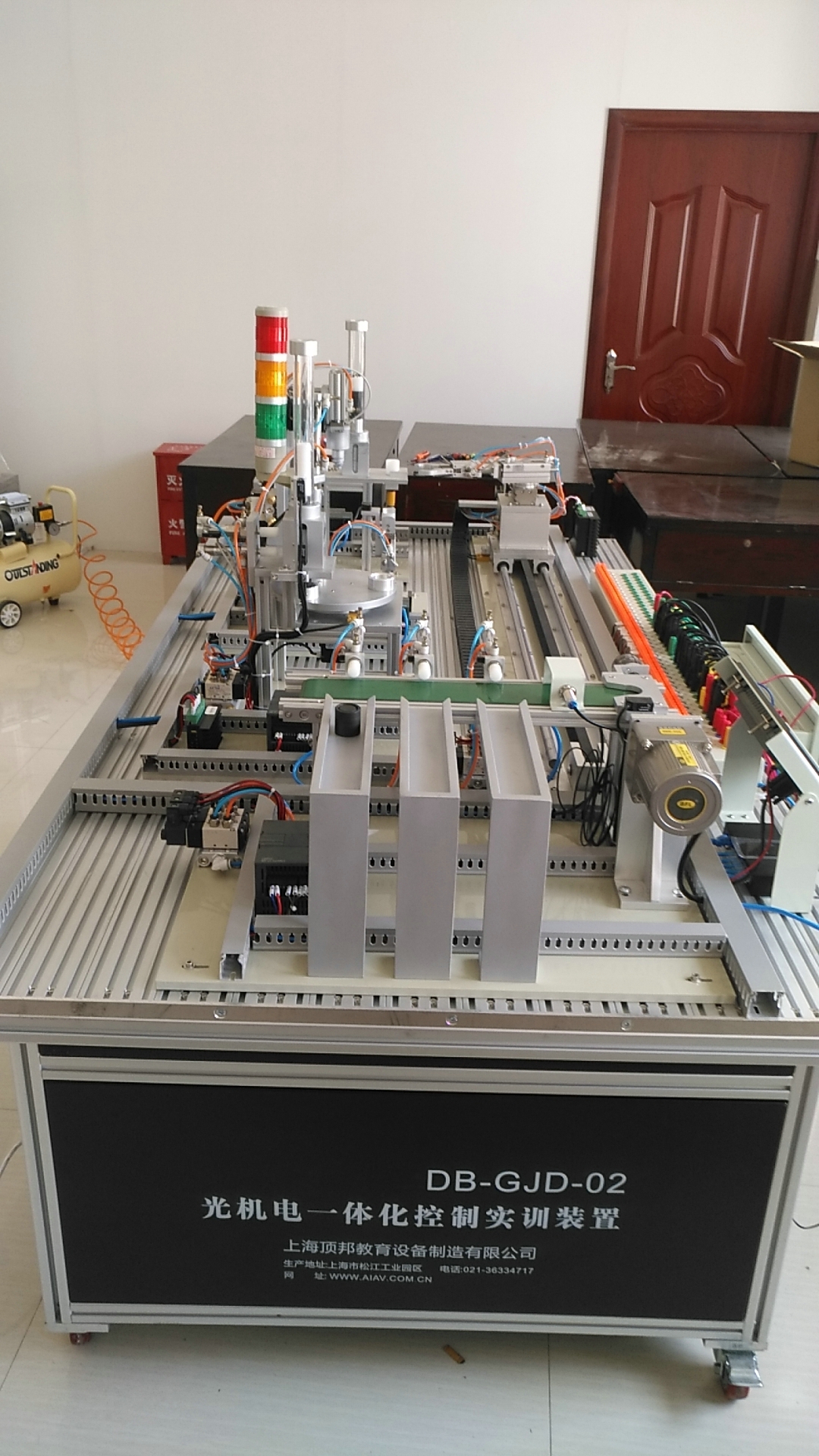
DB-GJD-02 �����һ�廯����ʵѵ�豸
һ��ʵѵ����װ�õĹ��ɣ�
�������һ�廯����ʵѵϵͳ�����Ͻ�ʽʵѵ̨�����͵Ļ���һ�廯�豸�Ļ�е������PLCģ�顢��Ƶ��ģ�顢��ťģ�顢��Դģ�顢ģ�������豸ʵѵģ�顢���߶����ź��ִ����������������ɡ�����ṹ���ÿ���ʽ�Ͳ�װʽ��ʵѵװ�����ڻ�е������װ���ɸ������еĻ�е������װ�����豸��Ҳ�����ӻ�е������װ���������豸��ʹ����װ���ܹ����İ���ѧ����Ҫ����װ�����������ܵĻ���һ�廯�豸��ģ����ñ��ṹ�ͳ���ʽģ����üܣ�������ǿ�������������Թ��ܺ�����ѧϰ���ܵ�ԭ��ȷ��ģ�����ݣ�ʹ��ѧ����ʱ�ɷ����ѡ����Ҫ��ģ�顣�豸����ȫ���ϵ繤����ȫ��ְҵ���ܴ�����Ҫ��ͬʱ��Ҫ����п���չ���ܣ�������ɸ��Ӵ��͵�����ģ��ϵͳ������ϸ����û�ѧУ��ͬ��Σ���ͬרҵ�Ľ�ѧ����ѵҪ��
���������һ�廯ʵѵ����װ��������
������������ ��
1. ������Դ���������� AC 380V±10% 50 Hz��
2. �¶ȣ�-10��40 �棻����ʪ�ȣ�≤90%��25�棩��
3. ���γߴ磺��×��×��=2000×1120×810 mm��
4. �������ģ�≤1.5 kW��
5. ��ȫ������ʩ�����нӵر�����©�籣�����ܣ���ȫ�Է�����صĹ��ұ������ø߾�Ե�İ�ȫ�Ͳ���������Ե���ĸ�ǿ�Ȱ�ȫ��ʵ�鵼�ߡ�
�ġ��豸�ṹ��
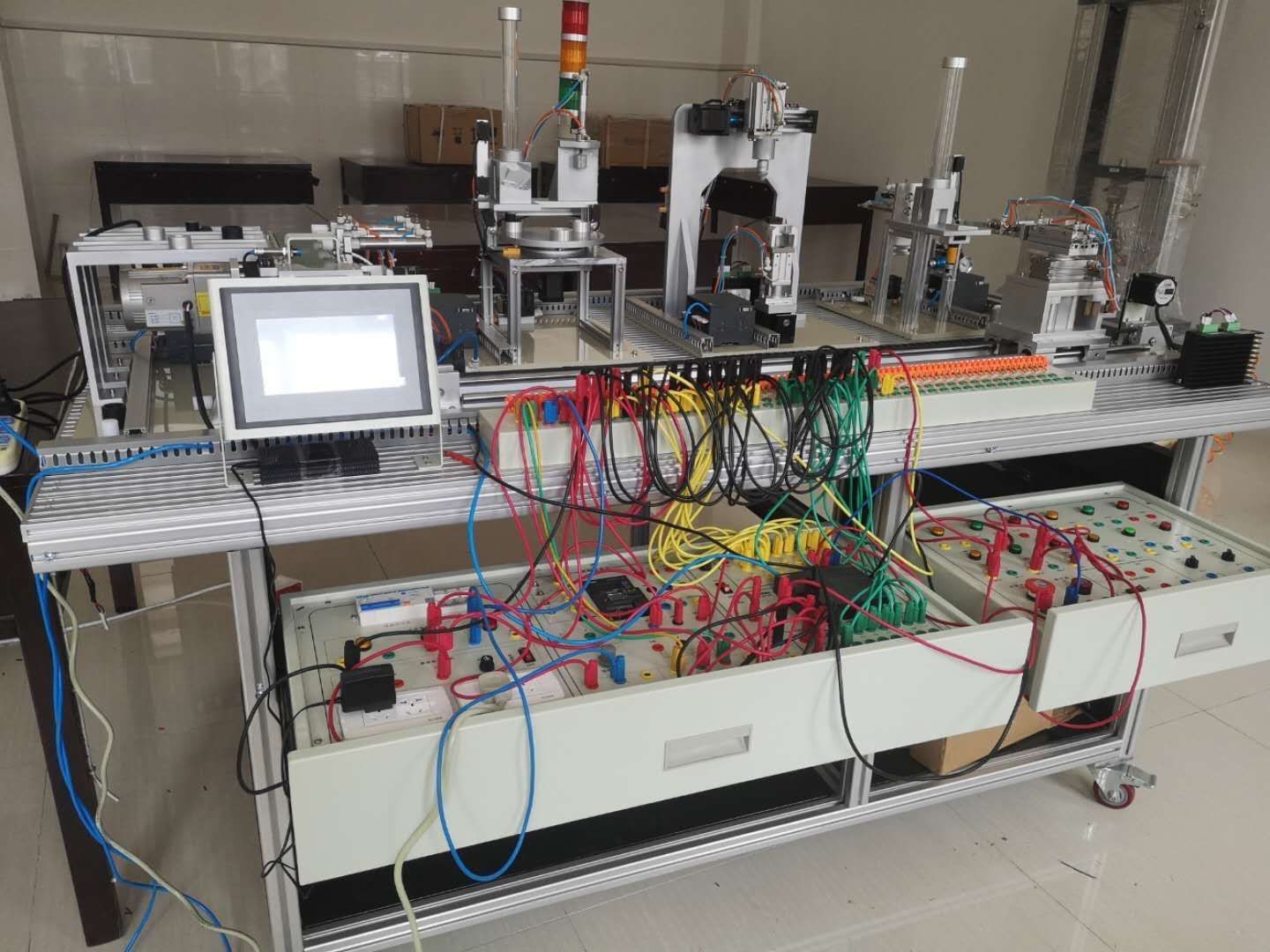
ʵѵװ��̨��Ϊ���Ͻ�ʽ��ʵѵ����װ��PLCģ���I/O ���ӡ���Ƶ���Ľ��߶��ӡ�������ģ����PLC�����Ӷ��ӣ����밲ȫ�������ӣ�ʹ�ô���ȫ��ͷ�ĵ��߽��е�·���ӣ���ָ��ء���翪�ء���������ָʾԪ���ĵ�·����ͨ�������Ž������ӡ���������ӵ�·����������ӵ�·���ϣ��ȱ�֤ѧ���������ܵ�ѵ�����γɺ��̣��ֱ�֤��·���ӵĿ��١���ȫ�Ϳɿ���
1�����Ͻ�ʽʵѵ̨������װ���ϻ�������е�֡�����ּ������ʵѵģ�鼰PLC�����ȿ��Է���������ʽ��֧���ϡ�
2��������ģ�飺����̬ͨTPC7062KS��
3��PLCģ�鼰��Ƶ��ģ�飺������PLC S7-200 SMART����Ƶ����������V20 ��Ƶ����
4����Դģ�飺�����Դ�ܿ��أ���©��Ͷ�·������1�����۶���3ֻ�������Դ����2������ȫ����5������ťģ�飺24 V/6 A��12 V/2 A��һ�飻��ͣ��ť1ֻ��ת������2ֻ��������1ֻ����λ��ť�ơ��̡����1ֻ��������ť�ơ��̡����1ֻ��24Vָʾ�ƻơ��̡����2ֻ��
5��һ�廯�����ţ������ſ������������������һ���������������߶��ӣ���һ�μ�����������ȫ�����������߶������Ӧ�İ�ȫ����ͨ�����絯�Լ����ӣ������ſ����Ե���ۣ����й̶��õ��ݿף����Թ̶���ʵѵ���ϡ�
6����ʽ���ϻ�������ʽ������1���������Ƴ�����1������紫����2ֻ�����Կ���2ֻ����������1ֻ�����ص�ŷ�1ֻ����ʾ��1ֻ����Ҫ��ɽ��������еĹ��������Ƴ�����������������ѡ��SMC��
7��������е��װ�ã������ɶ�������е�֣���������������ѡ��SMC���������˻���������ĸ����ɶȶ������ֱ��������ֱ���ת����צ���¡���צ�ɽ�����������������ѡ��SMC��
8���ӹ���������Ҫ������̨�����ϼн�װ�á�����ʽ��ά�˶�װ�á��������������Լ���Ӧ�Ĵ����������Կ��ء���ŷ��������������������������������˿�˸���֧�ܡ���е�㲿�����ɡ�
9�������װ��������Ҫ�ɾ�ʽ���ϵ�Ԫ������λ��ת����̨��ƽ����С���ѹװ�䵥Ԫ����紫�������Կ��ء���ŷ����ձ�SMC����ֱ�����ٵ����֧�ܡ���е�㲿�����ɡ�
10�����Ϸּ�װ�ã����ʹ�ͨ�������첽�綯���������ڴ��ʹ��˵㴦��������Ͽڣ�ͨ����紫����������ϣ����ʹ���װ���������ϲۣ���Ӧλ���е�д����������˴������ȣ�ͬʱ�����ϲ�λ��װ���������ף������������ס����ʹ����ÿɲ�ж�����Ͻ�֧�ܡ���������������ѡ��SMC��
�塢ʵѵ���ݣ�
1������ϵͳ�İ�װ�������Ŀ��
ѡ�ø�װ�����õĵ��������ס�����˫�����ס���ת��������ִ��Ԫ���͵��ص�Ż���˫�ص�Ż��ʹ��Կ��ص���������Ԫ����������������������Ĺ�������
��Ŀһ ����������ƻ�·�İ�װ��
��Ŀ�� �����ٶȿ��ƻ�·�İ�װ��
��Ŀ�� �ڶ����ƻ�·�İ�װ��
��Ŀ�� ����˳����ƻ�·�İ�װ��
��Ŀ�� ������е��װ�õİ�װ��
��Ŀ�� ����ϵͳ��װ����ԣ�
2���������Ƶ�·�İ�װ��PLC�����д��Ŀ��
ѡ�ø�װ�����õ�PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ����������PLCӦ�ü�����������
��Ŀ�� �綯������ת���Ƶ�·����������Ƴ����д��
��Ŀ�� �綯�����ٿ��Ƶ�·����������Ƴ����д��
��Ŀ�� ����������Ƴ����д��
��Ŀʮ ����˳�������Ƴ����д��
��Ŀʮһ ������е�ֿ��Ƴ����д��
��Ŀʮ�� Ƥ�����ͻ����Ƴ����д��
��Ŀʮ�� ����һ�廯�豸���Ƴ����д��
��Ŀʮ�� �Զ������߿��Ƴ����д��
3�������豸��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ���������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀʮ�� ����װ��ͬ��ȵĵ�����
��Ŀʮ�� Ƥ�����ͻ��İ�װ�������
��Ŀʮ�� ���˻�е���豸��װ����ԣ�
��Ŀʮ�� ����ּ��豸�İ�װ����ԣ�
��Ŀʮ�� �����豸�İ�װ����ԣ�
��Ŀ��ʮ �Զ��������豸��װ����ԡ�
4�� �Զ�����ϵͳ��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ���������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀ��ʮһ ���ִ������İ�װ����ԣ�
��Ŀ��ʮ�� ��е�ֵ��Զ����ƣ�
��Ŀ��ʮ�� Ƥ�����ͻ����Զ����ƣ�
��Ŀ��ʮ�� ����һ�廯�豸���Զ����ƣ�
��Ŀ��ʮ�� PLC����ϵͳ�İ�װ����ԣ�
��Ŀ��ʮ�� �Զ������ߵİ�װ����ԡ�
5. PLC��ҵͨѶ����İ�װ������
ϵͳѡ��PLC�����������������ģ�飬���ڱ�����ͨ�Ź��ܣ���������й�ҵ�ֳ�����ͨ�ż���ѵ������
��Ŀ��ʮ��N:N�����Ӳ�����ӡ����ԣ�
��Ŀ��ʮ��N:N����������á����ԣ�
��Ŀ��ʮ�Ż��ڶ�̨PLC�ĸ����������ݶ�д�����д����ԡ�
�������һ�廯����ʵѵϵͳ�����Ͻ�ʽʵѵ̨�����͵Ļ���һ�廯�豸�Ļ�е������PLCģ�顢��Ƶ��ģ�顢��ťģ�顢��Դģ�顢ģ�������豸ʵѵģ�顢���߶����ź��ִ����������������ɡ�����ṹ���ÿ���ʽ�Ͳ�װʽ��ʵѵװ�����ڻ�е������װ���ɸ������еĻ�е������װ�����豸��Ҳ�����ӻ�е������װ���������豸��ʹ����װ���ܹ����İ���ѧ����Ҫ����װ�����������ܵĻ���һ�廯�豸��ģ����ñ��ṹ�ͳ���ʽģ����üܣ�������ǿ�������������Թ��ܺ�����ѧϰ���ܵ�ԭ��ȷ��ģ�����ݣ�ʹ��ѧ����ʱ�ɷ����ѡ����Ҫ��ģ�顣�豸����ȫ���ϵ繤����ȫ��ְҵ���ܴ�����Ҫ��ͬʱ��Ҫ����п���չ���ܣ�������ɸ��Ӵ��͵�����ģ��ϵͳ������ϸ����û�ѧУ��ͬ��Σ���ͬרҵ�Ľ�ѧ����ѵҪ��
���������һ�廯ʵѵ����װ��������
| ��� | ���� | ��ҪԪ�����ͺš���� | ���� | ��ע |
| 1 | ʵѵ�� | 2000×1120×810 mm | 1�� | ��̨���õ���20*80�����Ͳ��� |
| 2 | ������ģ�� | 7Ӣ�� ����̬ͨ | 1�� | |
| 3 | PLCģ�� |
PLC S7-200 SMART SR40 5̨ SC-09ͨ���ߡ�2���� ������ģ�� 1�� ����ɣ�1�������Ӳ�����ӡ����ԣ���2������������á����ԣ���3����̨PLC�ĸ����������ݶ�д�����д����ԡ� |
1�� | |
| 4 | ��Ƶ��ģ�� | ������V20 ��Ƶ�� | 1�� | |
| 5 | ��Դģ�� |
��Դ�ܿ��أ���©��Ͷ�·������1�����۶���3ֻ�������Դ����2������ȫ����5���� 24 V/6 A��5 V/2 A��һ�� |
1�� | |
| 6 | ��ťģ�� | ��ͣ��ť1ֻ��ת������2ֻ��������1ֻ����λ��ť�ơ��̡����1ֻ��������ť�ơ��̡����1ֻ��24Vָʾ�ƻơ��̡����2ֻ�� | 1�� | |
| 7 | ������е�ֲ��� | ����˫������2ֻ������צ1ֻ����ת����1ֻ�����Կ���6ֻ��������6ֻ���DZ���˿2ֻ��˫�ص�Ż���1ֻ�����ص�ŷ�2ֻ����ŷ����������������Ʒ | 1�� | |
| 8 | Ƥ�����ͻ����� | ������ٵ��1̨��ƽƤ��1���� | 1�� | |
| 9 | ���͵�Ԫ | �������1̨��ͬ���������Կ��ؿ��أ���������������������ɶȻ�е�� | 1�� | |
| 10 | ���ϵ�Ԫ | ��ʽ��Ͳ���������ף��������ף����ϼ��װ | 1�� | |
| 11 | �ӹ���Ԫ | ��Ҫ�ɻ�����̨�����ϼн�װ�á�����ʽ��ά�˶�װ�á�ģ���ͷ�����Կ��ء���ŷ���ֱ�����ٵ��������˿�˸���֧�ܡ���е�㲿�����ɡ� | 1�� | |
| 12 | װ�䵥Ԫ | ��Ҫ�ɾ�ʽ���ϵ�Ԫ������λ��ת����̨��ƽ����С���ѹװ�䵥Ԫ����紫�������Կ��ء���ŷ���ֱ�����ٵ����֧�ܡ���е�㲿�����ɡ� | 1�� | |
| 13 | ����ּ�Ԫ | ����������3ֻ������������1ֻ�������2ֻ�����Կ���6ֻ���������3�������ص�Ż���3ֻ�� | 1�� | |
| 14 | ���߶���ģ�� | ���߶��ӺͰ�ȫ���� | 1�� | |
| 15 | ���� | ����3���������ڰ�3�� | 1�� | |
| 16 | ��ȫ���� | 1�� | ||
| 17 | ���� | Φ4Φ6������Ϊ��ɫ��ÿ̨������������ | 1�� | |
| 18 | PLC������� | 1�� | ||
| 19 | ������������ͨ���� | 1�� | ||
| 20 | ��������PLCͨ���� | 1�� | ||
| 21 | ������ | 1�� | ||
| 22 | ��Ʒ������ | 1�� | ||
| 23 | ��������ѹ���� | 0Mpa-1.0Mpa�����������Q65�ֱ������Ϲ��ұ� | 1̨ |
1. ������Դ���������� AC 380V±10% 50 Hz��
2. �¶ȣ�-10��40 �棻����ʪ�ȣ�≤90%��25�棩��
3. ���γߴ磺��×��×��=2000×1120×810 mm��
4. �������ģ�≤1.5 kW��
5. ��ȫ������ʩ�����нӵر�����©�籣�����ܣ���ȫ�Է�����صĹ��ұ������ø߾�Ե�İ�ȫ�Ͳ���������Ե���ĸ�ǿ�Ȱ�ȫ��ʵ�鵼�ߡ�
�ġ��豸�ṹ��
ʵѵװ��̨��Ϊ���Ͻ�ʽ��ʵѵ����װ��PLCģ���I/O ���ӡ���Ƶ���Ľ��߶��ӡ�������ģ����PLC�����Ӷ��ӣ����밲ȫ�������ӣ�ʹ�ô���ȫ��ͷ�ĵ��߽��е�·���ӣ���ָ��ء���翪�ء���������ָʾԪ���ĵ�·����ͨ�������Ž������ӡ���������ӵ�·����������ӵ�·���ϣ��ȱ�֤ѧ���������ܵ�ѵ�����γɺ��̣��ֱ�֤��·���ӵĿ��١���ȫ�Ϳɿ���
1�����Ͻ�ʽʵѵ̨������װ���ϻ�������е�֡�����ּ������ʵѵģ�鼰PLC�����ȿ��Է���������ʽ��֧���ϡ�
2��������ģ�飺����̬ͨTPC7062KS��
3��PLCģ�鼰��Ƶ��ģ�飺������PLC S7-200 SMART����Ƶ����������V20 ��Ƶ����
4����Դģ�飺�����Դ�ܿ��أ���©��Ͷ�·������1�����۶���3ֻ�������Դ����2������ȫ����5������ťģ�飺24 V/6 A��12 V/2 A��һ�飻��ͣ��ť1ֻ��ת������2ֻ��������1ֻ����λ��ť�ơ��̡����1ֻ��������ť�ơ��̡����1ֻ��24Vָʾ�ƻơ��̡����2ֻ��
5��һ�廯�����ţ������ſ������������������һ���������������߶��ӣ���һ�μ�����������ȫ�����������߶������Ӧ�İ�ȫ����ͨ�����絯�Լ����ӣ������ſ����Ե���ۣ����й̶��õ��ݿף����Թ̶���ʵѵ���ϡ�
6����ʽ���ϻ�������ʽ������1���������Ƴ�����1������紫����2ֻ�����Կ���2ֻ����������1ֻ�����ص�ŷ�1ֻ����ʾ��1ֻ����Ҫ��ɽ��������еĹ��������Ƴ�����������������ѡ��SMC��
7��������е��װ�ã������ɶ�������е�֣���������������ѡ��SMC���������˻���������ĸ����ɶȶ������ֱ��������ֱ���ת����צ���¡���צ�ɽ�����������������ѡ��SMC��
8���ӹ���������Ҫ������̨�����ϼн�װ�á�����ʽ��ά�˶�װ�á��������������Լ���Ӧ�Ĵ����������Կ��ء���ŷ��������������������������������˿�˸���֧�ܡ���е�㲿�����ɡ�
9�������װ��������Ҫ�ɾ�ʽ���ϵ�Ԫ������λ��ת����̨��ƽ����С���ѹװ�䵥Ԫ����紫�������Կ��ء���ŷ����ձ�SMC����ֱ�����ٵ����֧�ܡ���е�㲿�����ɡ�
10�����Ϸּ�װ�ã����ʹ�ͨ�������첽�綯���������ڴ��ʹ��˵㴦��������Ͽڣ�ͨ����紫����������ϣ����ʹ���װ���������ϲۣ���Ӧλ���е�д����������˴������ȣ�ͬʱ�����ϲ�λ��װ���������ף������������ס����ʹ����ÿɲ�ж�����Ͻ�֧�ܡ���������������ѡ��SMC��
�塢ʵѵ���ݣ�
1������ϵͳ�İ�װ�������Ŀ��
ѡ�ø�װ�����õĵ��������ס�����˫�����ס���ת��������ִ��Ԫ���͵��ص�Ż���˫�ص�Ż��ʹ��Կ��ص���������Ԫ����������������������Ĺ�������
��Ŀһ ����������ƻ�·�İ�װ��
��Ŀ�� �����ٶȿ��ƻ�·�İ�װ��
��Ŀ�� �ڶ����ƻ�·�İ�װ��
��Ŀ�� ����˳����ƻ�·�İ�װ��
��Ŀ�� ������е��װ�õİ�װ��
��Ŀ�� ����ϵͳ��װ����ԣ�
2���������Ƶ�·�İ�װ��PLC�����д��Ŀ��
ѡ�ø�װ�����õ�PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ����������PLCӦ�ü�����������
��Ŀ�� �綯������ת���Ƶ�·����������Ƴ����д��
��Ŀ�� �綯�����ٿ��Ƶ�·����������Ƴ����д��
��Ŀ�� ����������Ƴ����д��
��Ŀʮ ����˳�������Ƴ����д��
��Ŀʮһ ������е�ֿ��Ƴ����д��
��Ŀʮ�� Ƥ�����ͻ����Ƴ����д��
��Ŀʮ�� ����һ�廯�豸���Ƴ����д��
��Ŀʮ�� �Զ������߿��Ƴ����д��
3�������豸��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ���������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀʮ�� ����װ��ͬ��ȵĵ�����
��Ŀʮ�� Ƥ�����ͻ��İ�װ�������
��Ŀʮ�� ���˻�е���豸��װ����ԣ�
��Ŀʮ�� ����ּ��豸�İ�װ����ԣ�
��Ŀʮ�� �����豸�İ�װ����ԣ�
��Ŀ��ʮ �Զ��������豸��װ����ԡ�
4�� �Զ�����ϵͳ��װ�������Ŀ
ѡ�ø�װ�����õĻ���һ�廯�豸������PLCģ�顢��Ƶ��ģ���ָ��ء��������ȣ���������л����豸��װ�ͻ���һ�廯�����Ĺ�������
��Ŀ��ʮһ ���ִ������İ�װ����ԣ�
��Ŀ��ʮ�� ��е�ֵ��Զ����ƣ�
��Ŀ��ʮ�� Ƥ�����ͻ����Զ����ƣ�
��Ŀ��ʮ�� ����һ�廯�豸���Զ����ƣ�
��Ŀ��ʮ�� PLC����ϵͳ�İ�װ����ԣ�
��Ŀ��ʮ�� �Զ������ߵİ�װ����ԡ�
5. PLC��ҵͨѶ����İ�װ������
ϵͳѡ��PLC�����������������ģ�飬���ڱ�����ͨ�Ź��ܣ���������й�ҵ�ֳ�����ͨ�ż���ѵ������
��Ŀ��ʮ��N:N�����Ӳ�����ӡ����ԣ�
��Ŀ��ʮ��N:N����������á����ԣ�
��Ŀ��ʮ�Ż��ڶ�̨PLC�ĸ����������ݶ�д�����д����ԡ�