
DB-08T-3I 数控车床装调实训设备
(系统:FANUC 0I TF)
一、产品概述(系统:FANUC 0I TF)
数控车床装调实训设备是专门为职业院校、技工学校、职业教育培训机构研制的数控车床装调维修技能实训考核设备,根据机电类行业中数控机床维修技术的特点,并结合数控机床装调维修工的技能鉴定要求,对数控机床电气控制及机械传动进行研究,针对实训教学活动进行了专门设计,包含了数控系统应用、PLC控制、变频调速控制、传感器检测、伺服驱动控制、低压电气控制、机械传动等技术,强化了学员对数控机床的安装、接线、调试、故障诊断与维修等综合能力,适合机电类相关专业的教学和培训,也适合数控机床装调维修工、车工等工种的考核与鉴定。
二、设备功能说明
数控车床实训设备由电气控制单元、电气安装实训单元、数控机床功能部件等组成。
1、电气控制单元功能说明:
电气控制单元主要包含数控系统、进给驱动、主轴单元,刀架控制电路、冷却控制电路、接口单元、保护电路、电源电路等组成。该单元包含完整的数控车床电气控制部分,内嵌有数控机床智能化考核系统,以及接口转换单元,可以直接与数控机床功能部件进行连接用于真实的电气调试与维修实训;也可以通过接口转换单元和电气安装实训单元连接完成对数控机床功能部件的调试。立式结构符合真实的数控电气安装环境,器件布局与实际机床一致,符合GB/T5226.1-1996标准,可以更贴合实际岗位要求进行技能训练。
配置的智能化故障维修系统通过产生故障、故障分析、故障诊断、线路检查、故障点确定等过程训练学生数控机床维修能力,配合计算机软件可以进行学生登录、自动评分、成绩统计等方便的实训结果评价功能,还可以通过网络连接进行数控技术的应知考核,大大减轻教师的故障设定、评分、统计等工作量,是一套集实施、检查、评估于一体的数控技术教育装备。
三、技术性能
1.输入电源:三相四线AC380V±10% 50Hz
2.装置容量:≤8kVA
3.外形尺寸:800mm×600mm×1800mm(电气控制单元)
1200mm×600mm×780mm(操作台)
四、产品结构和组成
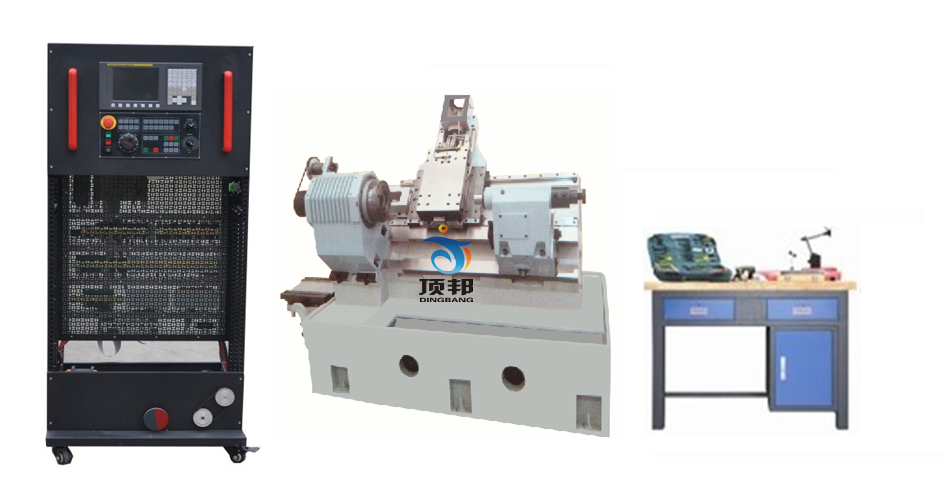
1.系统由机床实训柜、实物斜床身车床和操作台等组成。
2.机床实训柜采用铁质亚光密纹喷塑结构,正面装有数控系统和操作面板,背面为机床电气柜,柜内器件布局与实际机床厂的模式一致。电气柜内的电气安装板为多功能网孔板,上面装有变频器、伺服驱动器、交流接触器、继电器、保险丝座、断路器、开关电源、接线端子排和走线槽等;电气柜底部还设有变压器和接地端子等。
3.实物斜床身车床底座采用铁质亚光密纹喷塑结构,上方设有实物车床安装平台,采用铸件结构,表面磨削加工;
4.操作台为钢木结构,用于机床部件的装配与测量,下方设有工具柜。
5.系统采用三相四线AC380V交流电源供电,并设有漏电保护器、指示灯指示和保险丝等,具有过载保护、短路保护和漏电保护装置,在电压异常或出现短路情况时自动动作,保护人身和设备安全。
6.数控系统采用发那科厂家的主流数控系统(用户可选),能满足不同类型机床的实训教学。
7.X、Z轴由交流伺服电机驱动,运动方向上设有正负限位、参考点等开关,主轴由变频电机驱动,变频调速控制。
8.实物车床由床身、主轴箱、进给传动系统、换刀装置和辅助装置等组成,具有实际加工能力,可对铁、铝、铜、PVC、有机玻璃等材料进行车削加工。通过对数控车床的拆装训练,学员可掌握数控车床水平度、平行度和垂直度的调整方法等,同时学会百分表、直角尺、游标卡尺、塞尺等工量具的使用方法和机床机械精度的测量方法。
1)床身、主轴箱、尾座等均采用铸件结构,铸件经过时效处理、表面机加工和铲刮工艺等,确保机床精度稳定。
2)主轴箱由箱体、主轴、卡盘、主轴电机、编码器、同步带、多楔带等组成,可进行主轴箱的装配与调整、主轴卡盘的装配、主轴电机的安装与调整、编码器的安装与调整等技能训练。主轴与主轴电机采用多楔带联接,且具有张紧力结构,可进行张紧力调整。
3)X轴30度倾斜,进给传动系统由滚珠丝杠螺母副、方形直线导轨副、轴承、轴承支座、电机支座和上拖板等组成,可进行滚珠丝杠的装配与调整、直线导轨的装配与调整、上拖板的装配与调整等技能训练。
4)Z轴进给传动系统由滚珠丝杠螺母副、方形直线导轨副、轴承、轴承支座、电机支座和上拖板等组成,可进行滚珠丝杠的装配与调整、直线导轨的装配与调整、上拖板的装配与调整等技能训练。
5)换刀装置采用六工位电动刀架,可实现加工时的自动换刀操作。
6)配有主轴芯棒、顶尖等机床检具,可进行数控车床几何精度检测方面的训练。
7)辅助装置由润滑系统、尾架、防护罩等组成。
8)DB-CKS400型斜床身车床主要参数:
| 机床型号 | DB-CKS400 | |
| 床身上最大工件回转直径 | 400mm | |
| 最大工件长度(顶尖距) | 550mm | |
|
最大工件 加工直径 |
轴类 | 180mm |
| 盘类 | 360mm | |
| 最大工件加工长度 | 500mm | |
| 主轴头形式及锥孔 | ISO A2–5 MT6 | |
| 主轴通孔直径 | Φ56mm | |
| 主轴转速 | 50~3500rpm 无级 | |
| 主轴功率 | 5.5KW | |
| 快速移动速度 X/Z轴 | X轴24m/min,Z轴24m/min | |
| 拖板最大行程 X/Z轴 | X轴265mm,Z轴540mm | |
| 刀架形式及装刀数 | 卧式:6工位电动刀架 | |
| 刀杆截面尺寸 | 外圆刀杆:25×25 mm;镗刀杆直径Φ32mm/Φ40mm | |
| 定位精度 X/Z轴 | ≤0.01/0.01mm | |
| 重复定位精度 X/Z轴 | ≤0.007mm,(Z)0.008mm | |
| 工件加工精度 | IT6~ IT7 | |
| 工件表面粗糙度 | Ra1.6 | |
| 顶尖套简内孔锥度 | 莫氏4号 | |
| 顶尖套筒最大移动量 | 60mm | |
| 外形尺寸 | 1800mm ×1000mm×1400 mm | |
| 机床净重量 | 1800KG | |
五、实训项目
1.电路设计、设备安装和电路连接
(1)数控系统的安装、接线
(2)系统启停控制电路的设计与接线
(3)变频调速系统的电路设计、变频器、主轴电机、编码器的安装与接线
(4)交流伺服驱动系统的电路设计、驱动器、伺服电机的安装与接线
(5)刀架控制系统的电路设计、器件安装与接线
(6)冷却控制系统的电路设计、器件安装与接线
(7)急停、限位控制回路的设计与接线
(8)手摇脉冲发生器的接线
2.机械部件装配与调整
(1)滚珠丝杠螺母副的装配与调整
(2)直线导轨副的装配与调整
(3)X轴上拖板的装配
(4)电动刀架的装配
(5)电机与联轴器的装配
(6)主轴卡盘的装配
(7)润滑系统的装配
(8)主轴箱的装配与调整
3.数控机床的功能调试
(1)数控系统的基本操作
(2)数控系统基本参数的设置与调试
(3)数控系统进给轴参数设置与调试
(4)数控系统主轴参数设置与调试
(5)PLC编程与调试
(6)驱动器参数设置与调试
(7)变频器参数设置与调试
(8)电动刀架等功能部件的调试
(9)数控系统的数据备份
4.机电联调与故障排除
(1)数控车床机电联调
(2)数控车床故障诊断与排除
5.数控车床几何精度检测
6.数控车床的程序编制与加工
(1)数控车床编程
(2)数控车床加工
7.数控机床的保养和维护
1.电路设计、设备安装和电路连接
(1)数控系统的安装、接线
(2)系统启停控制电路的设计与接线
(3)变频调速系统的电路设计、变频器、主轴电机、编码器的安装与接线
(4)交流伺服驱动系统的电路设计、驱动器、伺服电机的安装与接线
(5)刀架控制系统的电路设计、器件安装与接线
(6)冷却控制系统的电路设计、器件安装与接线
(7)急停、限位控制回路的设计与接线
(8)手摇脉冲发生器的接线
2.机械部件装配与调整
(1)滚珠丝杠螺母副的装配与调整
(2)直线导轨副的装配与调整
(3)X轴上拖板的装配
(4)电动刀架的装配
(5)电机与联轴器的装配
(6)主轴卡盘的装配
(7)润滑系统的装配
(8)主轴箱的装配与调整
3.数控机床的功能调试
(1)数控系统的基本操作
(2)数控系统基本参数的设置与调试
(3)数控系统进给轴参数设置与调试
(4)数控系统主轴参数设置与调试
(5)PLC编程与调试
(6)驱动器参数设置与调试
(7)变频器参数设置与调试
(8)电动刀架等功能部件的调试
(9)数控系统的数据备份
4.机电联调与故障排除
(1)数控车床机电联调
(2)数控车床故障诊断与排除
5.数控车床几何精度检测
6.数控车床的程序编制与加工
(1)数控车床编程
(2)数控车床加工
7.数控机床的保养和维护