
一、实训室管理
实训室管理制度制,悬挂于实训室明显位置,要求学生和老师熟知和遵守执行。

二、平对接焊实训项目设计
单面焊双面成形操作技术是采用普通焊条,以特殊的操作方法,在坡口的正面进行焊接,焊后保证坡口正反两面都能得到双面成形焊缝的一种操作方法。是一项在压力管道和锅炉压力容器焊接中,焊工必须掌握的焊接操作技术。大家必须练会、练好。
1、操作要点
选用电源极性;克服电弧偏吹的措施;定位焊的要求;反变形法;打底焊的灭弧法、连弧法;掌握平位单面焊双面成形技术。
2.焊前准备
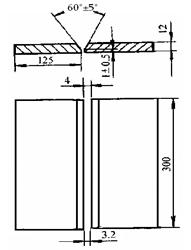
(1)焊件:低碳钢板或l6Mn钢板,每组两块,每块长×宽×厚为300 mm×125 mm×12 mm。
(2)焊条:E4303型和E5015型,直径3.2、4.0 mm。使用E5015型焊条,应在烘干箱中进行350—400℃烘干,保温2h,随用随取。
(3)接线:直流弧焊机的二次输出端采用反极性接法。连接焊件的地线要同时接在焊接工位的左右两侧。
3.工艺分析
(1)、焊接角度选择:焊条与焊道的夹角为65°~80°,与两侧钢板垂直。
(2)、焊接电流选择:打底焊为90~110A,封面焊为140~160A。
![]() (3)、焊接速度选择:根据焊接电流和经验自定。
(3)、焊接速度选择:根据焊接电流和经验自定。
 4.操作要领
4.操作要领
(1)定位焊的要求定位焊缝选用的焊条应与正式焊接所用焊条相同;定位焊缝余高不能过大;如定位焊缝有开裂、未焊透、超高等缺陷,必须铲除或打磨,必要时重新定位焊。
(2)锅炉及压力容器等重要构件,要求在构件的厚度方向完全焊透。对于小直径容器,则就要求焊工掌握单面焊双面成形的操作技术。
1)准备焊件将V形坡口焊件表面清理干净,然后锉削钝边,最后在距坡口边缘用划针划一条平行线,作为焊后测量焊缝增宽的基准线。
2)焊件装配V形坡口对接接头起焊处根部间隙为3.2mm,终焊处为4mm,。放大终焊端间隙是为补充横向收缩变形,以保持熔透坡口根部所需要的间隙。焊件在距端头20 mm之内进行定位焊,定位焊缝长10mm—15mm。
3)反变形由于V形坡口的不对称性,为此采用反变形法来预防焊后角变形,即焊前将组好的焊件向焊后角变形的反向折弯一定的反变形量。
4)操作方法:底层的焊接方式主要有灭弧法和连弧法两种:
①灭弧法主要是通过调燃弧和熄弧时间,来控制熔池温度、形状及填充金属的薄厚,以获得良好的背面成形和内质量。焊接时,采用短弧操作,焊条与焊接方向的夹角为30°~50°,电弧引燃、熄灭的节骤应一致(一般焊接时间在0.8一1.2 s)。
②连弧法连弧法是在焊接过程中,电弧始终燃烧并作有规则的摆动,使熔滴均匀地过渡到熔池中,达到良好的背面焊缝成形。一般采用较小的根部间隙、适当的焊接电流、与电流相适宜的焊接速度,并通过熟练的运条动作,就可以获得均匀、细腻的背面焊缝。
③他各层的焊接焊接电流要选择稍大一些,焊条直径选用4 mm,其操作要领与V型坡口平对接焊相同。
5)常见焊接缺陷
1、 焊缝表面尺寸不符合要求 2、咬边
3、 未焊透 4、 未熔合
5、 夹渣 6、焊瘤
7、 凹坑 8、烧穿
9、 气孔 10、 裂纹
5、试件检验
焊接检验以现场可行的检验方法进行
1、 外观检查
2、 弯曲试验
三、实训方案设计
1.文明生产与安全操作注意事项
⑴ 学生以四人一组,配合作业,焊接作业结束经验收合格,应切断电源。确认没有可疑烟气、火迹方可离开操作间。
⑵ 焊前检查焊机外壳是否有保护接地线,及配备所需要防护用品。
⑶ 防触电,防电弧光灼伤眼睛及皮肤,防烟尘和有害气体。
2.教师演示操作
⑴ 试件清理,定位焊,预留反变形。
⑵ 确定工艺参数,注意姿势要正确,掌握焊条角度
⑶ 检查焊缝质量标准:表面成型波纹一致、光滑、高度平整、宽窄一致、接头无脱节。收尾无焊接缺陷等为合格。
3. 教师巡回指导和验收
⑴ 巡视过程中应注意指导学生按操作规程实习操作。
⑵ 及时发现学生操作中出现的问题并纠正。
⑶ 师生分析焊接缺陷产生的原因及避免措施。
[4]老师需要负责全面的学生及设备安全工作,现场必须配备所需要的所有的劳保和消防用品。
[5]验收由学生先行验收,并给出焊接质量级别,再由老师综合评定。